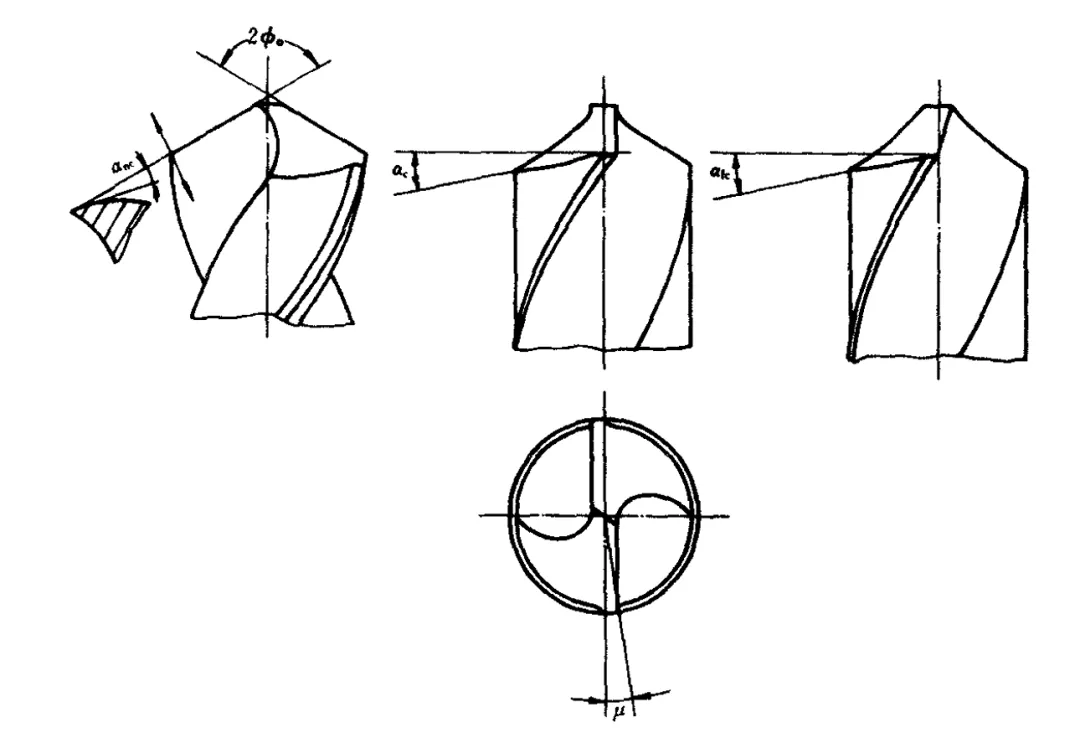
在金属切削理论中,麻花钻的刃磨几何参数直接影响其切削性能与寿命。由于螺旋槽的存在,钻头主切削刃上任意一点的实际后角并非单一数值,而是随考察平面不同而变化的空间几何量。其中,结构法后角 αnc、结构后角 αc与结构圆周后角 αfc之间的换算关系是钻头设计与检测的核心内容。本文基于经典几何关系式,探讨已知 αnc求解 αfc的数学模型,并提供基于 Python NumPy 的独立实现代码。
根据空间几何投影原理,主切削刃上任意一点的法向后角与结构后角之间存在如下正弦关系:
tanαnc=tanαcsinϕo
式中,ϕo为原始锋角的一半。该式表明,随着主刃上考察点向钻心靠近(即 ϕo的实际作用投影变化),法向后角会逐渐减小。为了获得切削刃在端面上的投影角度(即圆周后角 αfc),需引入钻心角 μ。钻心角描述了该点所在圆柱面与钻心轴线的相对位置,其定义为 sinμ=rro,其中 ro为钻心半径,r为考察点半径。结合 μ,结构后角与圆周后角的换算公式为:
tanαfc=tanαccosμ+cotϕosinμ
在实际工程计算中,通常给定钻头的几何特征参数。例如,普通标准麻花钻的钻心半径与外缘半径之比常取 ro/R=0.15,原始锋角 2ϕo=118∘(即 ϕo=59∘)。当我们需要计算外缘转点处的角度时,考察点半径 r即为外缘半径 R。以下代码块实现了这一特定工况下的数值求解。该代码不依赖任何外部自定义函数,直接利用 NumPy 的三角函数库完成从角度制到弧度制的转换与反算。
import numpy as np
# 针对普通麻花钻外缘转点的计算
# 已知参数设定
alpha_nc_deg = 10.0 # 已知结构法后角 (度)
r_o = 0.15 # 钻心半径
R = 0.55 # 外缘半径 (考察点半径)
phi_o_deg = 59.0 # 原始锋角的一半 (度)
# 角度转弧度
alpha_nc = np.deg2rad(alpha_nc_deg)
phi_o = np.deg2rad(phi_o_deg)
# 1. 由公式 tan(alpha_nc) = tan(alpha_c) * sin(phi_o) 求解 alpha_c
tan_alpha_c = np.tan(alpha_nc) / np.sin(phi_o)
alpha_c = np.arctan(tan_alpha_c)
# 2. 计算钻心角 mu
# sin(mu) = r_o / r,此处 r = R
sin_mu = r_o / R
mu = np.arcsin(sin_mu)
# 3. 由公式求解 alpha_fc
# tan(alpha_fc) = tan(alpha_c) * cos(mu) + cot(phi_o) * sin(mu)
tan_alpha_fc = np.tan(alpha_c) * np.cos(mu) + (1.0 / np.tan(phi_o)) * np.sin(mu)
alpha_fc = np.arctan(tan_alpha_fc)
# 弧度转回角度并打印
alpha_c_deg = np.rad2deg(alpha_c)
alpha_fc_deg = np.rad2deg(alpha_fc)
mu_deg = np.rad2deg(mu)
print(f"输入参数: α_nc = {alpha_nc_deg}°, r_o = {r_o}, R = {R}, φ_o = {phi_o_deg}°")
print(f"计算结果: α_c = {alpha_c_deg:.4f}°, μ = {mu_deg:.4f}°, α_fc = {alpha_fc_deg:.4f}°")
为了进一步验证算法的通用性,我们可以将上述逻辑封装为一个更通用的计算模块。以下代码块展示了如何批量处理不同的 αnc输入值,并保持代码的独立性。这种处理方式有助于分析不同刃磨参数对最终圆周后角的影响规律,特别是在考察点从外缘向钻心移动时,各角度差值的变化趋势。
import numpy as np
# 批量计算不同 alpha_nc 对应的 alpha_fc
# 固定几何参数
r_o = 0.15
R = 0.55
phi_o_deg = 60.0 # 采用 60 度作为计算基准
# 待计算的法后角列表
alpha_nc_values_deg = np.array([10.0, 30.0])
# 转换常量
phi_o = np.deg2rad(phi_o_deg)
sin_mu = r_o / R
mu = np.arcsin(sin_mu)
results = []
for alpha_nc_deg in alpha_nc_values_deg:
alpha_nc = np.deg2rad(alpha_nc_deg)
# 求解 alpha_c
tan_alpha_c = np.tan(alpha_nc) / np.sin(phi_o)
alpha_c = np.arctan(tan_alpha_c)
# 求解 alpha_fc
tan_alpha_fc = np.tan(alpha_c) * np.cos(mu) + (1.0 / np.tan(phi_o)) * np.sin(mu)
alpha_fc = np.arctan(tan_alpha_fc)
results.append((np.rad2deg(alpha_c), np.rad2deg(alpha_fc)))
print("批量计算结果:")
print(f"几何参数: r_o={r_o}, R={R}, φ_o={phi_o_deg}°, μ={np.rad2deg(mu):.4f}°")
print("-" * 40)
for i, val in enumerate(alpha_nc_values_deg):
ac, afc = results[i]
print(f"α_nc = {val}° -> α_c = {ac:.4f}°, α_fc = {afc:.4f}°")
通过上述计算可见,当 αnc=10∘时,由于 ϕo和 μ的投影效应,αfc显著增大;而当 αnc增大至 30∘时,虽然差值比例有所变化,但 αfc依然保持较大的数值。这解释了为何在钻头刃磨中,尽管刃磨出的法向后角看似不大,但在切削过程中(圆周方向)仍能保持足够的后角以保证刀具锋利。值得注意的是,随着半径 r减小(靠近钻心),ro/r比值增大,导致 μ角增大,进而使得 αfc的计算值急剧增加,这与“越靠近钻心后角越大”的经典结论完全吻合。此类数值模拟为钻头三维几何建模及数控刃磨参数的优化提供了精确的理论依据。