做数控的兄弟们,是不是每次遇到 变深度斜面 就头大?手动编程每个点算Z坐标,改个尺寸又要重算…今天分享一个「变量+循环」的宏程序案例,自动计算每个位置的Z深度,换尺寸只需要改几个变量,小白也能秒懂!
先看加工对象
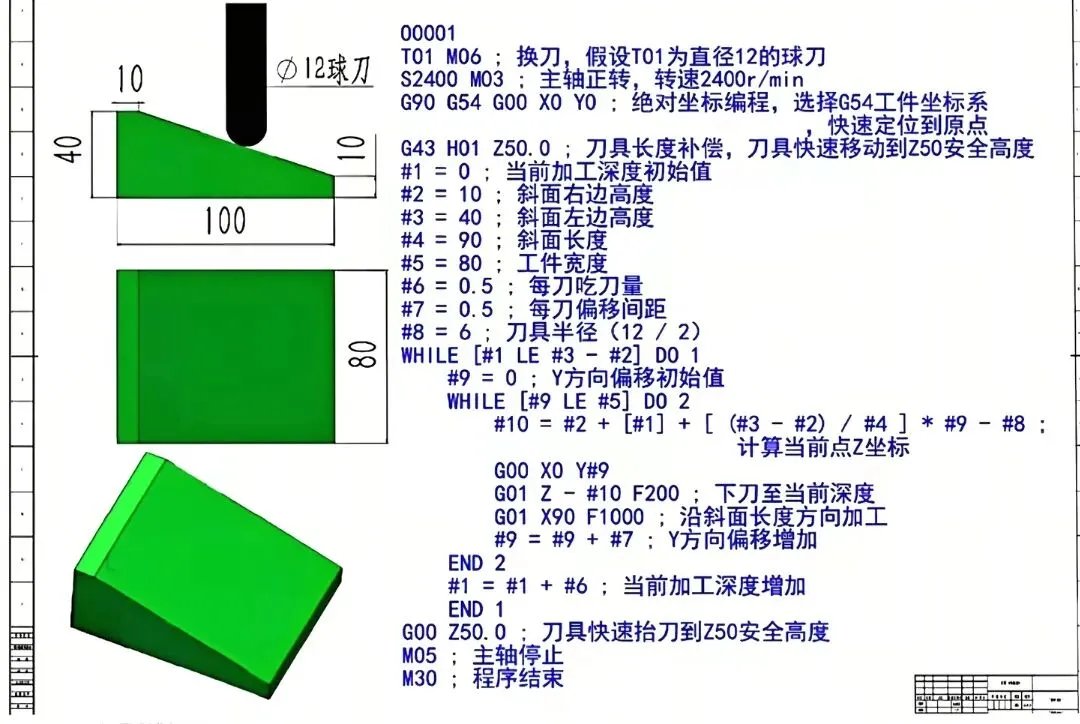
我们要加工的零件是个带斜面的块,核心参数直观明了:
- 斜面右边高度
"#2=10",左边高度
"#3=40"(总深度差30);
- 斜面长度
"#4=90"(沿X方向延伸);
- 工件宽度
"#5=80"(沿Y方向延伸);
- 刀具:φ12球刀(半径
"#8=6",因为12÷2=6);
- 每刀吃刀量
"#6=0.5"(深度方向每次切0.5mm);
宏程序用变量替代重复计算
数控宏程序的核心是 “变量+循环” ——把固定的数值换成“可变的数学符号”(比如
"#1"
"#2"),再用
"WHILE…DO"循环让机床自动重复加工。
先看精简后的代码框架(重点看逻辑,非完整G代码):
T01 M06 ; 换刀(假设T01装φ12球刀)
S2400 M03 ; 主轴正转,2400转/分钟
G90 G54 G00 X0 Y0 ; 绝对坐标+选G54工件坐标系+快速回原点
G43 H01 Z50.0 ; 刀具长度补偿+快速到Z50安全高度
#1=0 ; 【深度初始值】当前加工深度(从0开始)
#2=10 ; 【右高】斜面右边高度
#3=40 ; 【左高】斜面左边高度
#4=90 ; 【斜长】斜面X方向长度
#5=80 ; 【宽】工件Y方向宽度
#6=0.5 ; 【吃刀量】深度方向每次切多少
#7=0.5 ; 【Y偏移间距】Y方向每次跳多少
#8=6 ; 【刀径】φ12球刀半径(12÷2=6)
WHILE [#1 LE #3-#2] DO 1 ; 外层循环:深度没切到左高,持续切
#9=0 ; 【Y偏移初始值】Y方向从0开始
WHILE [#9 LE #5] DO 2 ; 内层循环:Y方向没走完宽度,持续走
#10 = #2 + [#1] + [(#3-#2)/#4]*#9 - #8 ; 计算当前Z坐标(核心公式!下文拆解)
G00 X0 Y#9 ; 快速移到Y=#9的位置
G01 Z-#10 F200 ; 下刀到Z=-#10(负号表示向下切削)
G01 X90 F1000 ; 沿X方向切到90(斜面长度方向)
#9 = #9 + #7 ; Y方向跳#7,准备下一次切削
END 2 ; 内层循环结束(Y方向切完一层)
#1 = #1 + #6 ; 深度增加#6(下一层切更深)
END 1 ; 外层循环结束(深度切到位)
G00 Z50.0 ; 抬刀到安全高度
M05 ; 主轴停止
M30 ; 程序结束
核心公式拆解:#10怎么算出Z坐标?
公式
"#10 = #2 + [#1] + [(#3-#2)/#4]*#9 - #8" 是灵魂!用“斜面高度变化规律”+“球刀半径补偿”理解:
1. 斜面高度的变化规律
斜面是线性坡度(仅X方向有高度变化,Y方向是宽度方向,高度不变)。
- X=0时(斜面最右侧),工件表面Z高度 =
"#2=10";
- X=#4时(斜面最左侧),工件表面Z高度 =
"#3=40";
- 因此,X方向每移动1mm,Z高度增加
"(#3-#2)/#4"(比如#3-#2=30,#4=90,所以每X+1,Z+0.333…)。
2. Y方向的分层切削
斜面宽度
"#5=80",每次Y方向跳
"#7=0.5",相当于把宽度切成若干层(约80÷0.5=160层)。每层Y对应不同的X范围(X从0到90),但每层的“高度变化规律”一致(因为斜面是平面,X和Y共同决定Z)。
3. 球刀半径补偿
球刀的切削点在球心下方半径处!比如刀具半径
"#8=6",若要让切削点碰到工件表面,球心的Z坐标必须比工件表面Z高一个半径(球心→切削点是半径距离,向下切削)。
公式中
"- #8" 的作用:
"#10" 是球心的Z坐标,而切削点Z = 球心Z - 刀具半径 → 所以 球心Z = 切削点Z + 刀具半径 → 公式里用“工件表面Z + 刀具半径”表示球心Z。
举个例子(第一次循环):
- 外层循环
"#1=0"(还没切,深度0);
- 内层循环
"#9=0"(Y=0,最右侧);
- 代入公式:
"#10 = 10 + 0 + (30/90)*0 - 6 = 4";
- 所以球心Z=4,切削点Z=4-6=-2?这显然不对(工件表面最低是0啊!)
→ 这里暴露了“代码简化”和“实际加工”的细节差:实际程序中,X和Y的运动范围需严格匹配斜面边界(比如X从0到90,Y从0到80,且斜面的“高度基准”需与安全高度协调)。但核心逻辑不变:用变量自动计算球心Z,替代手动算每个点的Z坐标。
生产加工中为什么用宏程序?3大优势秒懂!
1. 改尺寸不费劲:只需修改
"#2"(右高)、
"#3"(左高)、
"#4"(斜长)等变量,程序自动适应新尺寸,不用重写几十行代码。
2. 分层切削更高效:通过
"#1"(深度)+
"#6"(吃刀量)控制深度分层,
"#7"(Y偏移间距)控制宽度分层,机床自动重复,效率比手动编程高N倍。
3. 精度更可控:变量和公式计算避免了手动算Z坐标的误差,尤其适合变深度、变截面的复杂形状。
实际操作中提醒:这些细节别踩坑!
- 变量名别乱改:代码里
"#1"~
"#10"是自定义变量,修改时需对应好含义(比如
"#8"必须等于刀具半径)。
- 进给速度要匹配:Z轴
"F200"、X轴
"F1000"是示例,实际需根据刀具材质(硬质合金/高速钢)、工件材料(铝/钢)调整,否则易断刀或崩刃。
- 安全高度要够:
"G43 H01 Z50.0"里的Z50需高于工件最高处(本案例中斜面左高40),防止撞刀。
宏程序是数控人的“效率神器”,学会一个变斜面,就能举一反三做更多复杂形状(比如曲面、阶梯孔)。你还想看数控哪类宏程序?比如 圆弧插补、多轴联动,留言告诉我,下次拆解!