在机械加工领域,面铣削是塑造平整表面的核心工序——小到手机中框的光洁曲面,大到航空发动机叶片的基座,都离不开精准的面铣操作。今天我们通过一段600×400尺寸的面铣加工实拍+完整数控程序拆解,带大家穿透“平面加工”的表象,看透背后的编程逻辑与生产细节!
面铣加工的“丝滑”瞬间
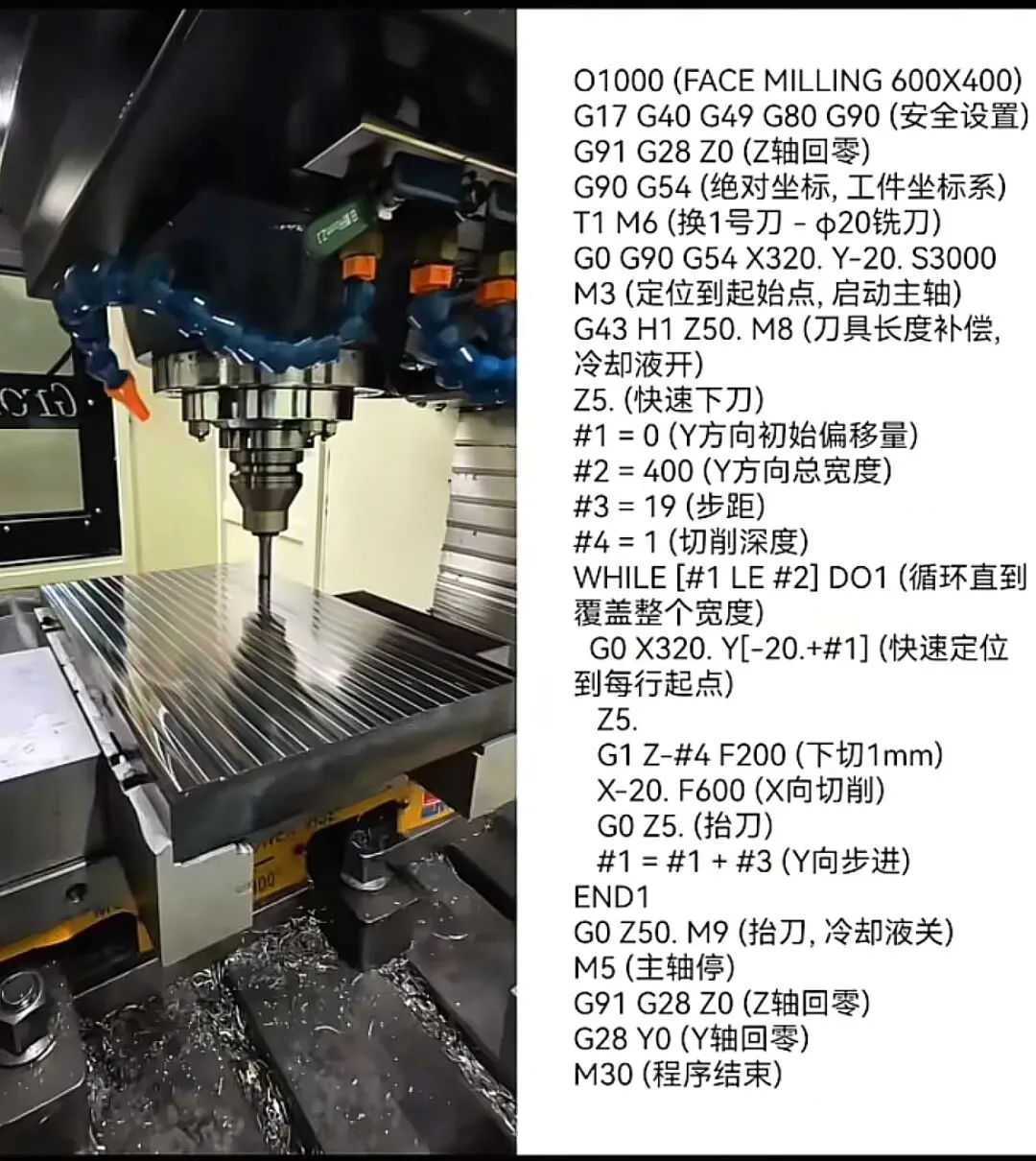
图中机床正进行面铣作业:蓝色冷却液飞溅、刀具匀速切削、铝屑有序排出…看似简单的“平面加工”,实则是一套精密数控程序在指挥机床动作。接下来,我们逐行拆解程序,解锁每一步指令的“隐藏含义”!
1. 安全初始化:开机第一步,安全排第一
G17 G40 G49 G80 G90 (安全设置)
-
"G17":选择XY平面(面铣在XY平面切削,先定工作平面);
-
"G40":取消刀具半径补偿(防止残留补偿值导致过切/欠切);
-
"G49":取消刀具长度补偿(开机默认无补偿,先清零更安全);
-
"G80":取消固定循环(如钻孔、攻丝循环,避免误触发);
-
"G90":选择绝对坐标系(所有坐标以工件原点为基准,减少误差)。
2. 回零与换刀:机床“归位”+选工具
G91 G28 Z0 (Z轴回零)
G90 G54 (绝对坐标,工件坐标系)
T1 M6 (换1号刀 - φ20铣刀)
-
"G91 G28 Z0":用增量模式让Z轴回到机床参考点(Z0),相当于“把Z轴抬到安全高度”;
-
"G90 G54":切回绝对坐标系,激活
"G54"工件坐标系(提前对刀设置的工件原点,对刀后直接调用);
-
"T1 M6":
"T1"调用1号刀具,
"M6"执行自动换刀(带刀库的机床会联动换刀)。
3. 快速定位与主轴启动:准备切削
G0 G90 G54 X320. Y-20. S3000 M3 (定位到起始点, 启动主轴)
-
"G0":快速移动到目标点;
-
"X320. Y-20.":在
"G54"坐标系下,X轴320mm、Y轴-20mm的位置(面铣起刀点,避开工件边缘防碰撞);
-
"S3000":主轴转速3000转/分钟;
-
"M3":主轴正转(面铣时主轴正转,刀具切削方向更稳定)。
4. 刀具补偿与冷却液:安全切削的“双保险”
G43 H1 Z50. M8 (刀具长度补偿, 冷却液开)
-
"G43":启用刀具长度补偿(
"H1"对应刀长补偿寄存器,提前输入刀长值,避免Z轴撞刀);
-
"Z50.":Z轴快速移动到50mm高度(远离工件的安全高度);
-
"M8":冷却液开启(面铣时冲走铁屑、降温,延长刀具寿命)。
5. 快速下刀:接近工件
Z5. (快速下刀)
→ Z轴快速移动到离工件表面5mm高度(预留“缓冲距离”,防止抬刀后Z轴漂移撞刀)。
6. 宏程序核心:变量控制多道铣削(循环干到“底”)
这部分是程序灵魂!用宏程序(变量+循环)实现“多道切削覆盖整个宽度”,无需重复写代码,效率拉满!
① 定义变量(控制切削逻辑)
#1=0 (Y方向初始偏移量) # 第1道切削的Y轴起点偏移
#2=400 (Y方向总宽度) # 要加工的Y向总长度(600×400中,Y向400mm)
#3=19 (步距) # 每道切削的Y向间隔(步距太小效率低,太大留余量,需工艺计算)
#4=1 (切削深度) # 每一刀Z向切深1mm(分层切削,防刀具负载过大)
② 循环指令(重复切削直到覆盖宽度)
WHILE [#1 LE #2] DO1 (循环直到覆盖整个宽度)
→ 只要
"#1 ≤ #2"(Y向当前偏移≤总宽度),重复执行
"DO1"到
"END1"之间的代码。
③ 循环体(单道切削的执行逻辑)
G0 X320. Y[-20.+#1] (快速定位到每行起点)
Z5. (快速下刀)
G1 Z-#4 F200 (下切1mm)
X-20. F600 (X向切削)
G0 Z5. (抬刀)
#1 = #1 + #3 (Y向步进)
-
"G0 X320. Y[-20.+#1]":X轴回320mm(保证每行切削长度一致),Y轴随
"#1"递增逐步推进;
-
"Z5.":再次快速到5mm安全高度(防抬刀后Z轴漂移);
-
"G1 Z-#4 F200":
"G1"进给切削,Z轴下切到-#4(切深1mm),进给F200mm/分钟;
-
"X-20. F600":X轴向负方向切削20mm(从X320切到X300,完成一道切削),进给F600mm/分钟(切削时进给比快速移动慢,保光洁度);
-
"G0 Z5.":快速抬回5mm安全高度;
-
"#1 = #1 + #3":
"#1"增加步距19mm,下一道切削的Y向起点右移19mm。
④ 循环结束
END1
→ 当
"#1 > #2"时,退出循环,完成所有Y向切削。
7. 程序收尾:退刀、关冷却液、复位
G0 Z50. M9 (抬刀, 冷却液关)
M5 (主轴停)
G91 G28 Z0 (Z轴回零)
G28 Y0 (Y轴回零)
M30 (程序结束)
-
"G0 Z50. M9":Z轴抬到50mm安全高度,
"M9"关闭冷却液;
-
"M5":主轴停止转动;
-
"G91 G28 Z0"/
"G28 Y0":Z/Y轴增量回机床参考点,各轴归位;
-
"M30":程序终止,机床暂停等待下一次操作。
面铣加工的“隐藏知识点”:
1. 宏程序的“降维打击”:用
"#1/#2/#3/#4"变量+
"WHILE循环",只需修改这几个数值,就能适配不同尺寸(比如把
"#2"改成300,就能加工300mm宽的面)。程序复用性拉满,告别重复写代码!
2. 切削参数的“平衡术”:转速
"S3000"、进给
"F200/F600"、切深
"#4=1",需结合刀具材质(如硬质合金铣刀)、工件材料(铝合金/钢材?)、机床刚性调整。比如切钢件时,切深需减小、进给降低,防止刀具崩刃。
3. 安全指令的“铁律”:开头的
"G17 G40 G49 G80 G90"、结尾的
"G28回零"、
"M5 M9"是“保命符”——忘记加
"G40"可能导致刀具半径补偿叠加,撞机风险暴增;不回零就让下次装夹危险系数飙升…安全指令=程序的“保险丝”,必须雷打不动加上!
给新手的实操建议:面铣编程&加工避坑指南
- ✅ 先模拟再上机:用Vericut、斯沃数控等仿真软件跑程序,检查刀具路径是否撞机、是否漏切;
- ✅ 对刀要精准:
"G54"工件坐标系的对刀误差直接影响加工精度,尤其是
"Y向初始偏移#1=0",必须让刀具Y向起点对准工件边缘;
- ✅ 观察切削状态:加工时看铁屑颜色(发蓝说明切削热高,需降转速/进给)、听机床噪音(异常震动可能是刀具崩刃或切深太大);
- ✅ 宏程序入门:别被“变量”“循环”吓退!先从
"WHILE DO END"结构练起,理解
"#1=#1+#3"这类“自增”逻辑,后续复杂宏程序也能拆解学习~
面铣,是技术也是艺术
一段程序,让冰冷机床化身“精细雕琢师”;一次次切削,让毛坯蜕变为平整如镜的工件。从指令解析到现场加工,我们不仅看懂了“怎么干”,更理解了“为什么这么干”——这就是数控加工的魅力:精准、高效、充满逻辑之美。
如果你是数控小白,希望这篇“程序拆解+经验总结”能帮你少走弯路;如果是行业老法师,欢迎留言分享你的面铣难题或优化技巧~
关注我们,后续解锁更多数控加工干货:从编程技巧到工艺优化,从设备维护到行业趋势,带你从“数控小白”进阶“加工大神”! 🛠️
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
