在数控车削中,极坐标编程是应对“带角度/圆形轮廓”的高效利器!它能替代复杂的直角坐标(X轴径向、Z轴轴向)计算,让四边形、多边形等轮廓的编程更简单。今天我们就拆解「极坐标车四边形」的程序,从原理到代码,手把手教会你~
为什么用极坐标车四边形?
传统车削依赖 直角坐标(X轴径向、Z轴轴向),但加工“四边形”这类带角度的轮廓时,需频繁计算X与Y的联动关系(Y轴对应端面径向)。而极坐标的核心逻辑是:用 C轴(旋转轴)的角度 替代 Y轴的线性位移,把“X - Y平面”转化为“X - C角度”的联动,大幅减少三角函数计算,降低编程难度!
程序逐段拆解(结合走刀路线图)
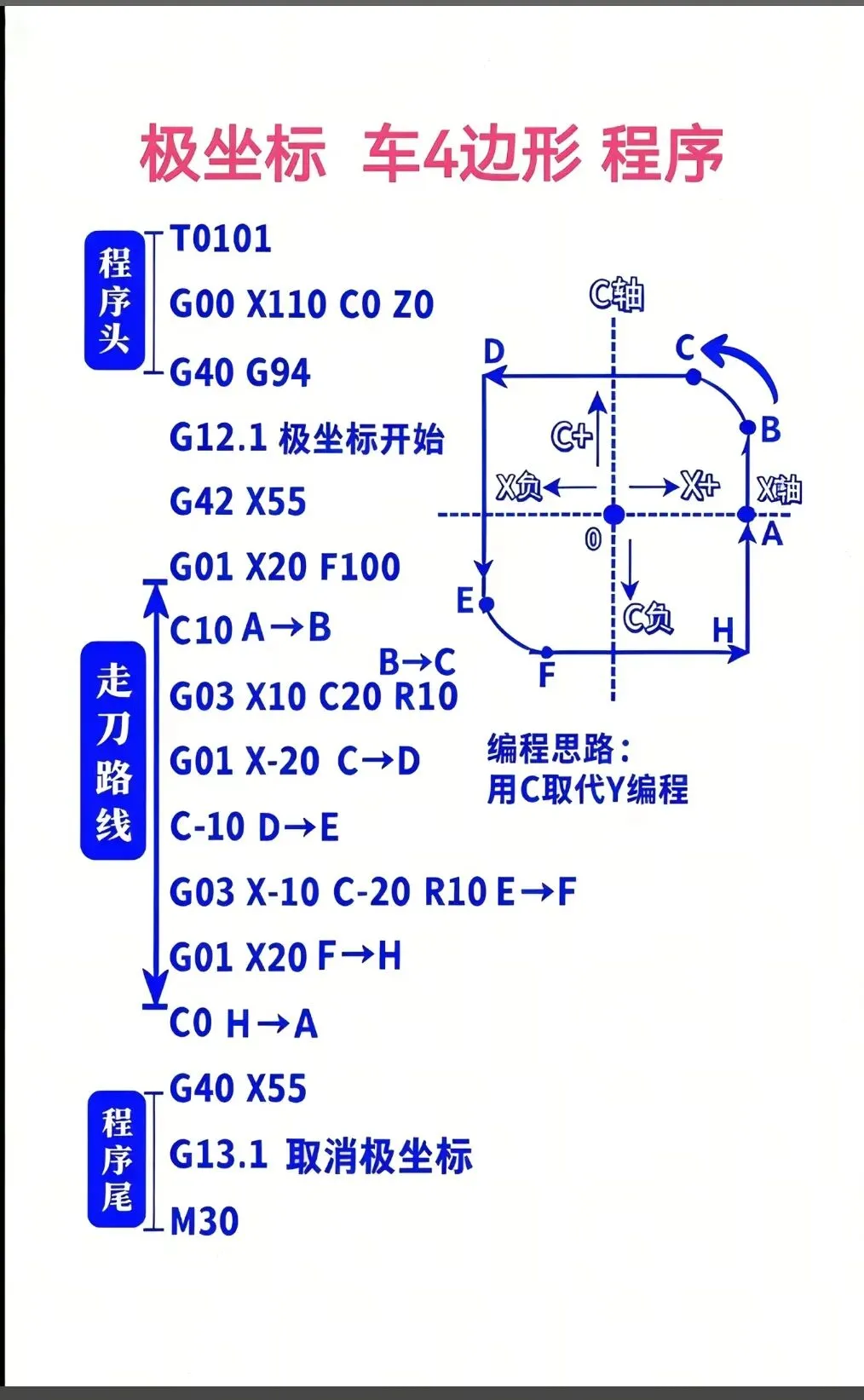
程序结构分 “程序头→走刀路线→程序尾”,每一步对应图中A→B→C→D→E→F→H→A的轮廓,我们逐行解析:
1. 程序头:初始化与模式开启
T0101 ; 换1号刀,调用1号刀具补偿(刀尖半径、长度补偿)
G00 X110 Z0 ; 快速移动到起刀点(X110为安全距离,Z0为对刀基准点)
G40 G94 ; 取消刀尖半径补偿(G40);进给方式设为“每分钟进给”(G94)
G12.1 极坐标开始 ; 开启极坐标模式(关键!让C轴与X轴联动,替代Y轴功能)
G42 X55 ; 刀尖半径右补偿(G42),X向接近工件至X55(预留加工余量)
- 刀补逻辑:G42需在切入工件前激活,确保刀尖圆弧补偿生效;G40则在切出后取消,避免过切。
- 极坐标开启:
"G12.1" 是发那科系统指令(西门子等系统逻辑类似,指令格式有差异),作用是让C轴参与X轴的联动运算,实现“X - C”替代“X - Y”。
2. 走刀路线:从A→B→C→D→E→F→H→A
走刀路线的核心是 “用C轴角度替代Y轴位移”,我们逐句拆解动作与逻辑:
G01 X20 F100 ; 直线插补到X20(对应图中A点,Z轴因G00已到Z0,默认Z不变;F100为进给速度)
C10 A→B ; C轴正转10°(极坐标下,C轴角度对应Y轴正向位移,实现A到B的倾斜运动)
G03 X10 C20 R10 ; 逆时针圆弧插补:X到10,C轴转20°,圆弧半径R10(B→C段,圆弧过渡连接)
G01 X-20 C→D ; 直线插补到X-20(D点),C轴同步转动(保证X - C联动,维持轮廓精度)
C-10 D→E ; C轴反转10°(回到类似A点的角度,实现D→E的垂直运动)
G03 X-10 C-20 R10 ; 逆时针圆弧插补:X到-10,C轴转-20°,R10(E→F段,圆弧过渡连接)
G01 X20 F→H ; 直线插补到X20(H点),C轴同步转动
C0 H→A ; C轴回到0°,回到A点初始角度,完成闭合轮廓
- 圆弧指令
"G03 X__ C__ R__":X是终点径向坐标,C是C轴终点角度,R是圆弧半径。注意R的正负:发那科系统中,R为正表示“小圆弧”(圆心角<180°),R为负表示“大圆弧”(圆心角>180°),需根据实际轮廓判断。
- C轴方向:“C +”通常对应 绕Z轴负方向看顺时针(不同机床可能有差异,需试切验证),编程时要结合图形角度调整。
3. 程序尾:退刀与模式关闭
G40 X55 ; 取消刀尖半径补偿(G40),同时X向退到X55(安全距离,避免刀具碰撞)
G13.1 取消极坐标 ; 关闭极坐标模式(G13.1是发那科对应G12.1关闭指令)
M30 ; 程序结束,主轴停止、系统复位
- 退刀逻辑:G40必须在非切削状态下执行(先X退到安全距离,再取消刀补),否则可能因刀尖半径补偿未解除导致过切。
编程思路:“用C取代Y”的本质
传统车削加工Y轴位移时,需手动计算
"Y = X × tan(θ)"(θ为角度),公式繁琐且易出错。而极坐标编程直接用 “C轴角度” 对应Y轴的线性运动,把“X - Y”的二维三角函数计算,简化为“X - C”的单轴联动控制——只需关注“X到多少、C转多少”,无需手动算角度对应的线性位移!
比如图中A→B段,Y轴位移由C轴转10°替代,编程时仅写
"C10 A→B",机床自动联动X和C轴完成运动,效率直接翻倍!
极坐标编程不是“高深技巧”,而是简化复杂轮廓的实用工具!除了车削四边形,它还能用于:
- 铣削中的圆形/环形槽加工;
- 车铣复合的多轴极坐标联动(如叶轮、凸轮轮廓);
- 任何“X - Y需转化为X - C/Z - C”的场景(如斜面、锥面带角度加工)。
新手练习建议:先在仿真软件(如斯沃、Vericut)上模拟此程序,观察X、C轴的联动轨迹;再结合实际机床验证刀补生效时机、极坐标开启/关闭顺序,掌握后再进行实战!
数控的世界,“思路对了,编程就简单了”~ 极坐标编程让复杂变简单,快动手试试吧!
(觉得有用?点赞+收藏,下期解锁《极坐标铣削圆弧的3个关键技巧》~)
关注我,解锁更多数控编程干货!