UG编程底壁铣白话详解,底壁铣--切削模式、余量设置
以下是关于 NX底壁铣 的详细解析与技巧,涵盖编程流程、参数优化及实战经验,帮助您高效完成底部平面和侧壁的加工。
一、底壁铣(概述
- 定义:底壁铣用于同时加工工件的底部平面和侧壁(如型腔、槽、凸台等),结合平面铣和轮廓铣的特点。
- 适用场景
二、NX底壁铣编程核心步骤
1. 进入加工环境
- 选择
mill_planar 或 mill_contour 模板(根据加工复杂度)。 - 指定工件(Part)和毛坯(Blank),建WORKPIECE
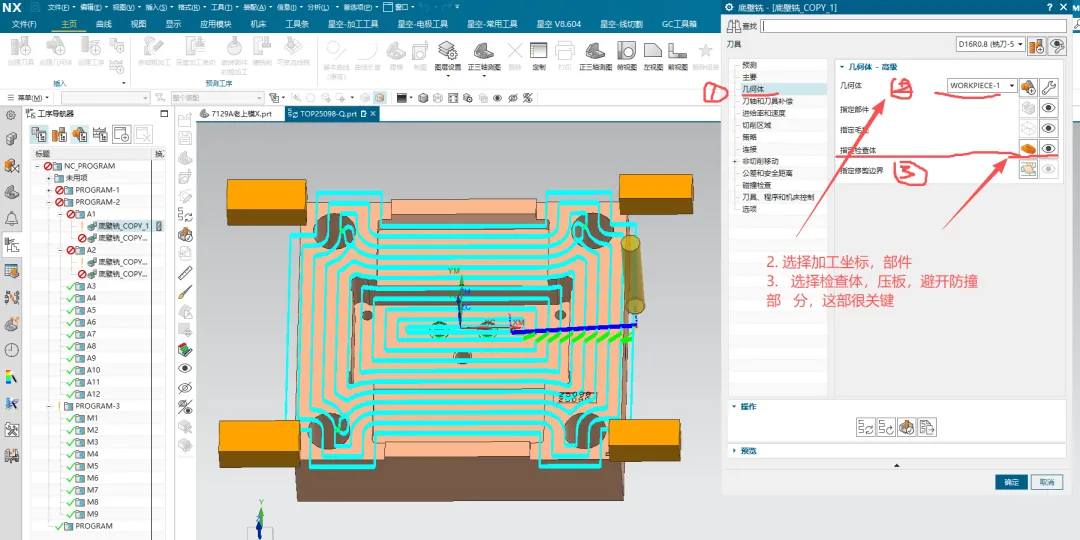
2. 创建几何体
- 壁通过“壁几何体”指定侧壁边界(可自动检测或手动选择)。
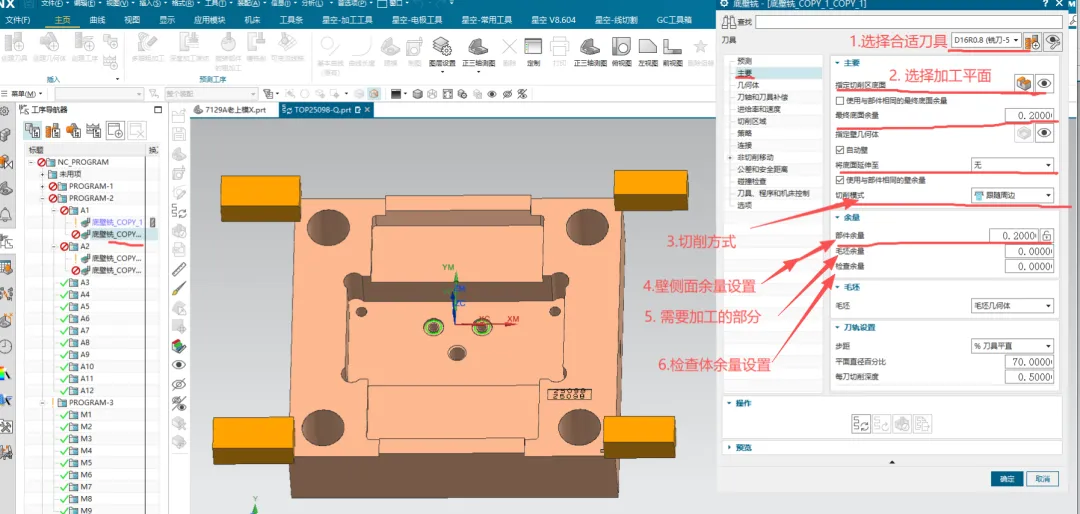
3. 刀具选择
4. 创建底壁铣操作
- 操作类型:选择
FLOOR_WALL 或 PLANAR_MILL(通过参数调整实现底壁铣)。 - 关联几何体与刀具
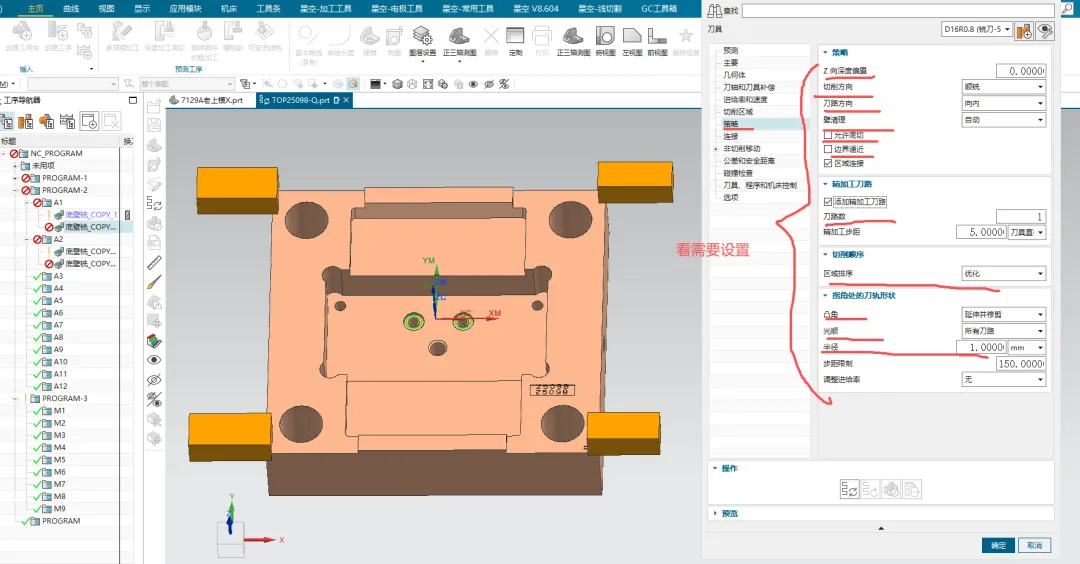
三、关键参数设置与优化
1. 切削模式与策略
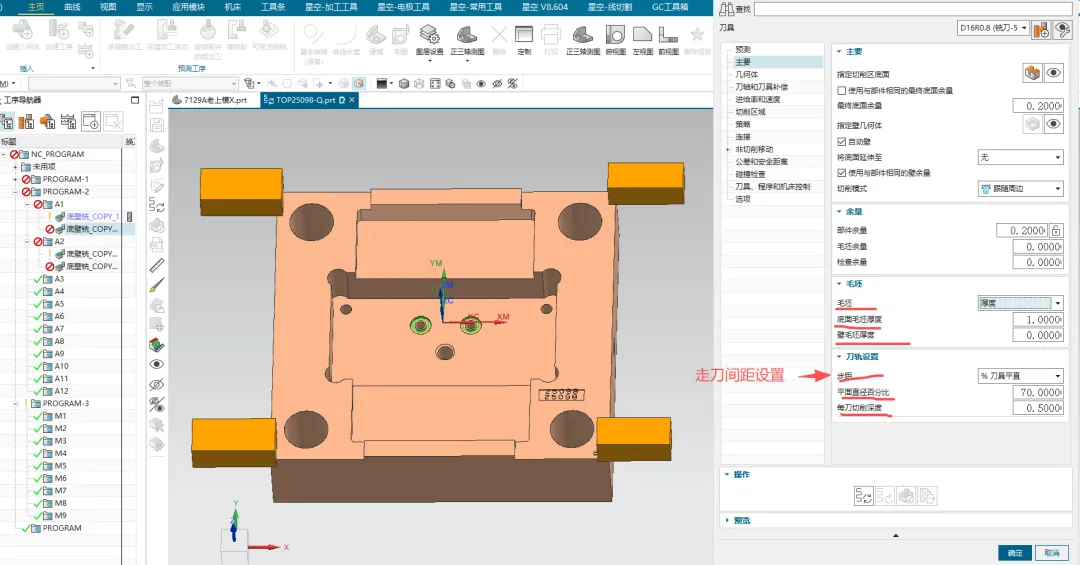
2. 切削层控制
- 粗加工:根据刀具强度,以及加工材料硬度,切削性能而设定
- 精加工:0.1~0.5mm(底面和侧壁分开设置)。
- 层间清理
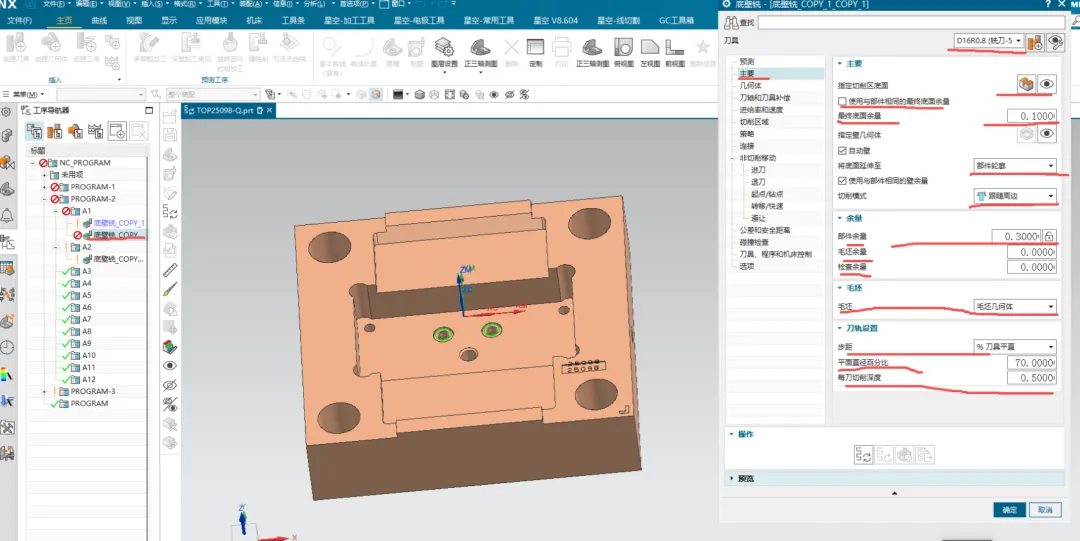
3. 余量设置
- 底面余量
- 侧壁余量:粗加工留0.1~0.3mm,精加工可设为0或负余量(补偿公差)。
4. 进刀与退刀
- 底面进刀:采用 “螺旋进刀” 或 “斜插进刀”,避免垂直下刀。
- 侧壁进刀:使用 “线性延伸” 或 “圆弧切入”,减少接刀痕。
5. 进给率与转速
- 主轴转速(S)
- 进给率(F)
- 精加工:降低进给率(如减少30%)以提高表面质量。
四、高级技巧与实战经验
1. 深腔加工策略
- 分层切削:通过 “多重深度切削” 分多刀完成,避免刀具过载。
- 刀具延伸
2. 清角与残留处理
3. 侧壁精加工优化
- 等高轮廓铣:精修侧壁时,设置恒定切削深度(0.05~0.2mm)。
- 刀具补偿:启用 “G41/G42” 补偿刀具磨损,保证尺寸精度。
4. 刀轨优化
- 区域连接
- 刀轨光顺(Smooth):启用 “光顺参数” 减少机床振动,提升表面质量。
五、常见问题与解决方案
问题 | 原因 | 解决方案 |
侧壁过切 | 刀具直径设置错误 | 检查刀具参数,开启过切检查 |
底面留痕 | 进刀点选择不当 | 改用螺旋进刀或调整进刀位置 |
刀具崩刃 | 切削深度过大或进给过快 | 降低每刀深度,减少每齿进给量(fzfz) |
加工时间过长 | 空走刀过多 | 优化切削区域,启用“区域排序” |
侧壁粗糙度差 | 刀具径向跳动大 | 更换高精度刀柄,降低进给率 |
六、安全与注意事项
- 仿真验证
- 使用 “3D动态仿真” 检查底面和侧壁的刀轨,确认无碰撞。
- 刀具刚性深腔加工时优先选择短刃刀具,或使用加长刀柄的防振设计。
- 机床参数匹配
- 材料适配铝件:高转速、大进给;钢件:降低参数,使用涂层刀具。
掌握以上内容后,您可通过NX灵活应对复杂底壁铣削任务。建议结合加工仿真和实际试切验证参数,逐步优化刀轨效率与质量。
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
