在数控加工中,遇到阵列孔(比如规则的网格孔)加工时,手动编写每个孔的程序不仅耗时,还容易出错。这时候,“宏程序”就像一位智能助手,通过参数化和循环指令,自动完成重复任务,效率直接起飞!
今天我们就拆解一个「宏程序钻孔模板」,看它如何轻松搞定 8×8阵列孔 加工,带你解锁数控编程的“自动化密码”~
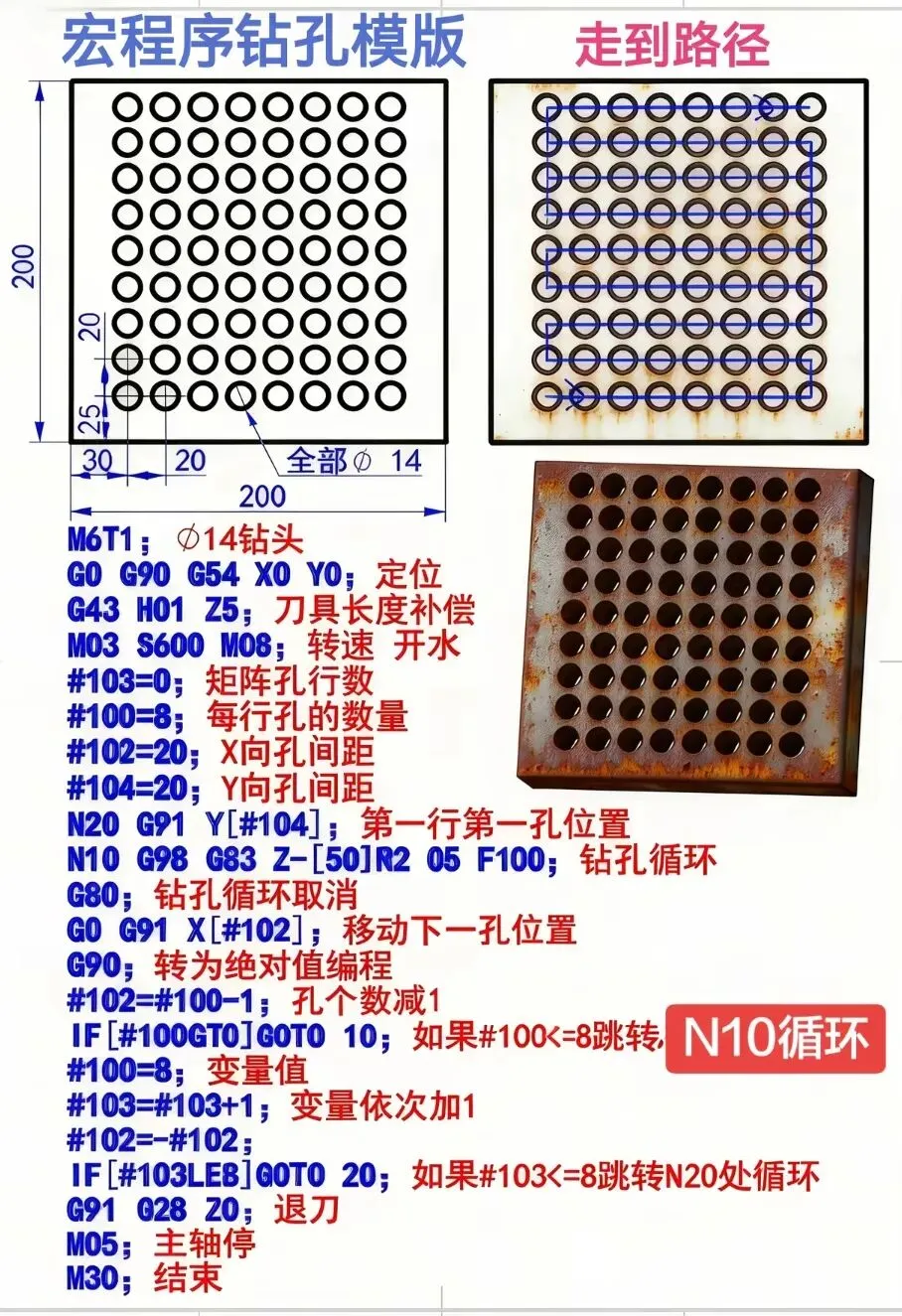
钻孔模板图纸解析
左边的图纸是一个 200×200mm 的正方形模板,需加工 8行8列 的通孔,所有孔直径为
"∅14"。关键尺寸暗藏“编程密码”:
- X/Y方向孔间距:均为20mm(程序中用变量
"#102"
"#104" 控制);
- 行数:由变量
"#103" 定义(初始值0,最终循环8次);
- 每行孔数:由变量
"#100" 定义(初始值8,代表每行打8个孔)。
简单说,这个模板的核心需求是:在200×200区域内,按“8行×8列”的规则打孔。而宏程序的作用,就是用“变量+循环”把“重复打孔”这件事自动化~
下面是钻孔的核心程序,我们把每行指令拆解成“动作+编程逻辑”,小白也能秒懂:
程序段 代码 & 动作 宏指令的“魔法时刻”
"G0 G90 G54 X0 Y0;" 快速移动到工件原点(G54坐标系) 先“回家”,确定加工起点
"G43 H01 Z5;" 刀具长度补偿(H01是刀具长度偏置号) 给刀具“量身高”,保证Z向钻孔深度精准
"M03 S600 M08;" 主轴正转(600转/分钟)、开冷却液 启动“动力系统+润滑系统”,保护刀具和工件
"#103=0;
#100=8;<br>#102=20;<br>#104=20;" 定义4个变量:
"#103"=行数(初始0)
"#100"=每行孔数(初始8)<br>-
"#102"=X向孔间距<br>-
"#104"=Y向孔间距 👉 用变量代替固定数值,改参数就能适配不同模板(比如孔数改10×10,只需改
"#100=10"
"#103=0"即可)!
"N20 G91 Y[#104];" 增量编程,Y方向移动一个间距(
"#104=20mm") 先“纵向”走到第一行的Y坐标(给第一行孔定基准)
"N10 G98 G83 Z-50 R2 F100;" 钻孔循环:
"G98":钻孔后返回初始平面<br>-
"G83":深孔钻循环(断屑+排屑,适合深孔)<br>-
"Z-50":钻孔深度
"R2":安全平面
"F100":进给速度 👉 这是核心“钻孔动作”!机床会自动完成 “下刀→钻至指定深度→退屑→继续下刀” 的循环,完全不用手动干预~
"G80;" 取消钻孔循环 循环结束,别让机床“傻转”浪费时间
"G0 G91 X[#102];" 增量编程,X方向移动一个间距(
"#102=20mm") 同一行内,移动到下一个孔的X坐标(自动打下一个孔)
"G90;" 转为绝对值编程 回到“绝对坐标模式”,方便后续定位(避免增量编程累计误差)
"#102=#100-1;" 让X间距变量递减(从20→19→…→1) 👉 控制“一行内打多少个孔”:当减到0时,说明一行8个孔打完了
"IF[#100 GT 0] GOTO 10;" 如果
"#100>0",跳回N10继续打孔 👉 一行内的循环逻辑:打完当前孔,自动触发下一次循环,直到一行8个孔打完
"#100=8;" 重置每行孔数为8 一行打完,把“每行孔数”重置为8,准备下一行
"#103=#103+1;" 行数变量+1(从0→1→…→7) 👉 控制“打多少行”:行数从0开始,加到8时,所有行打完
"#102=-#102;" 把X间距变量变回正值(调整X方向符号) 小细节:换行后需要调整X方向间距的符号,保证间距计算正确
"IF[#103 LE 8] GOTO 20;" 如果行数
"#103≤8",跳回N20打下一行
👉 行与行之间的循环逻辑:一行打完,自动跳转到N20,开始下一行的加工
"G91 G0 Z20;" 增量Z轴退刀(抬到Z20高度) 加工完所有孔,刀具“飞起来”避位(防止后续碰撞)
"M05;" 主轴停止 关“动力”,节省能耗
"M30;" 程序结束 收工!机床回到初始状态
走刀路径:数控机床的“行走路线图”
右边的“走到路径”图,用蓝色线标清了刀具的移动逻辑(结合代码理解更直观):
1. 第一步:纵向定位刀具先沿Y向移动一个间距(
"G91 Y[#104]"),到达第一行的Y坐标(给整行孔定基准)。
2. 第二步:横向打孔刀具沿X向逐个移动(
"G91 X[#102]"),配合
"G83"钻孔循环,完成一行内8个孔的加工(从左到右)。
3. 第三步:换行循环一行打完后,Y向移动一个间距(
"G91 Y[#104]",代码中通过变量调整实现),重复“横向打孔”动作,直到8行全部加工完成。
宏程序的精髓就在于:不需要为每个孔单独写程序段,而是通过
"变量+循环指令",让机床“自动重复”相同的动作——既省时间,又能保证所有孔的位置精度一致!
宏程序的优势:
如果你是数控操作工、编程员,宏程序绝对是“效率神器”,核心优势就3点:
- ✅ 参数化编程:改几个变量(孔数、间距、深度),就能适配不同模板,不用重写程序;
- ✅ 减少重复劳动:批量孔加工时,循环指令代替手动“复制粘贴”程序段,效率直接翻倍;
- ✅ 精度更稳定:机床自动执行指令,避免人为输错坐标、漏打孔等问题。
宏程序只是起点,自动化加工无止境
宏程序就像数控加工的“编程魔法”,把复杂的重复工作变成“一键自动执行”。今天的“8×8阵列孔”只是入门案例,实际生产中还能拓展到 圆周孔、斜面孔、多工序联动 等场景~
下次遇到阵列孔加工,不妨试试用宏程序“偷个懒”,让机床自己干活!如果对宏程序的变量、循环逻辑还有疑问,欢迎评论区留言,一起拆解更多实战案例~
(关注我,下期解锁「宏程序加工圆周孔」,教你用代码画出完美圆形阵列~)
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
