在数控加工领域,铣床和加工中心的编程能力直接决定了零件加工的精度与效率。不少刚入门的从业者会被繁杂的 G 代码、坐标系设定搞得晕头转向,其实只要理清核心逻辑,再结合实操案例练习,就能快速上手。
一、坐标系与坐标模式
想要编出合格的程序,第一步就是搞定 “位置基准”,这就涉及坐标系和坐标模式的设定。
工作坐标系(G54-G59)
编程时我们不会直接用机床坐标系,而是在工件上选一个原点,建立专属的工作坐标系。G54 到 G59 这六个指令,就是用来存储不同工件原点的。实际加工中,装夹不同工件时,只需要切换对应的 G 代码,不用反复修改程序坐标值,特别方便。
平面选择(G17-G19)
铣削加工大多在平面上进行,G17、G18、G19 分别对应 XY、XZ、YZ 平面。比如铣平面槽用 G17,铣轴类零件的端面槽可能用到 G18。选对平面是后续刀具补偿生效的前提,这一步可不能马虎。
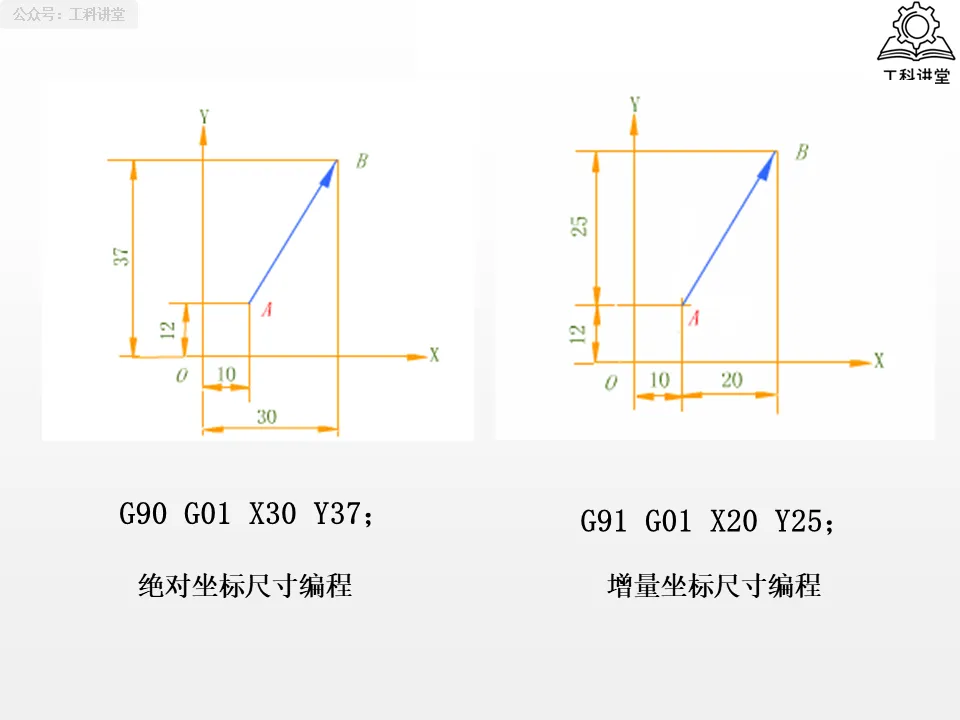
绝对与增量坐标(G90/G91)
G90 是绝对坐标,所有点位都以工件原点为参考,适合加工固定尺寸的零件;G91 是增量坐标,点位坐标以刀具当前位置为基准,适合重复走相同路径的加工。新手建议先用 G90 编程,出错率更低。
二、 掌握核心指令
如果说坐标系是加工的地图,那 G 代码就是行走的指令,其中这几类指令是日常加工的高频款。
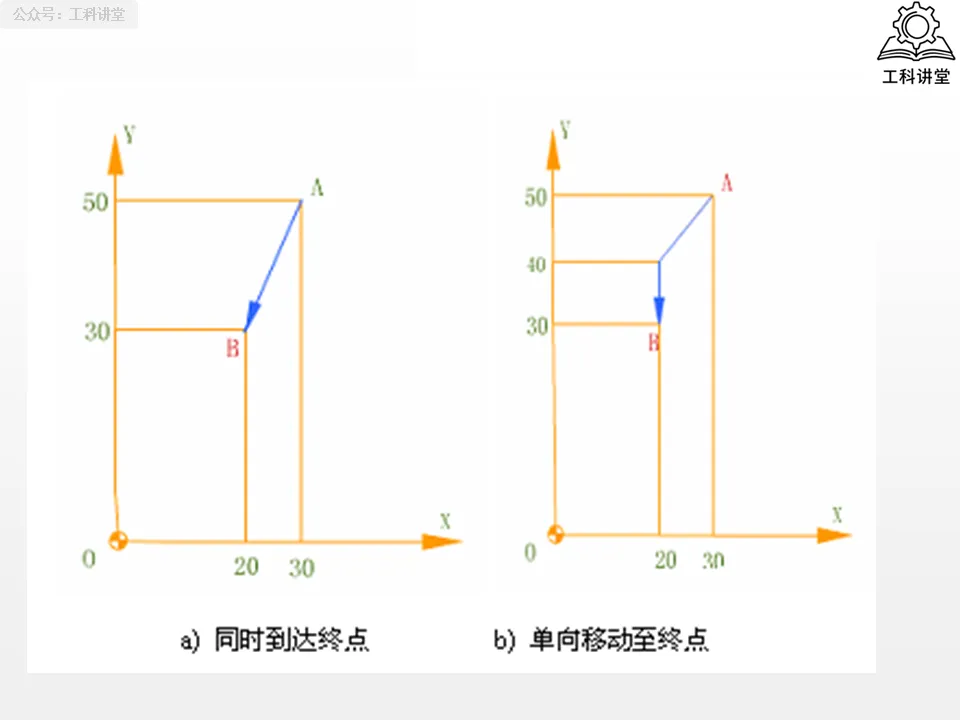
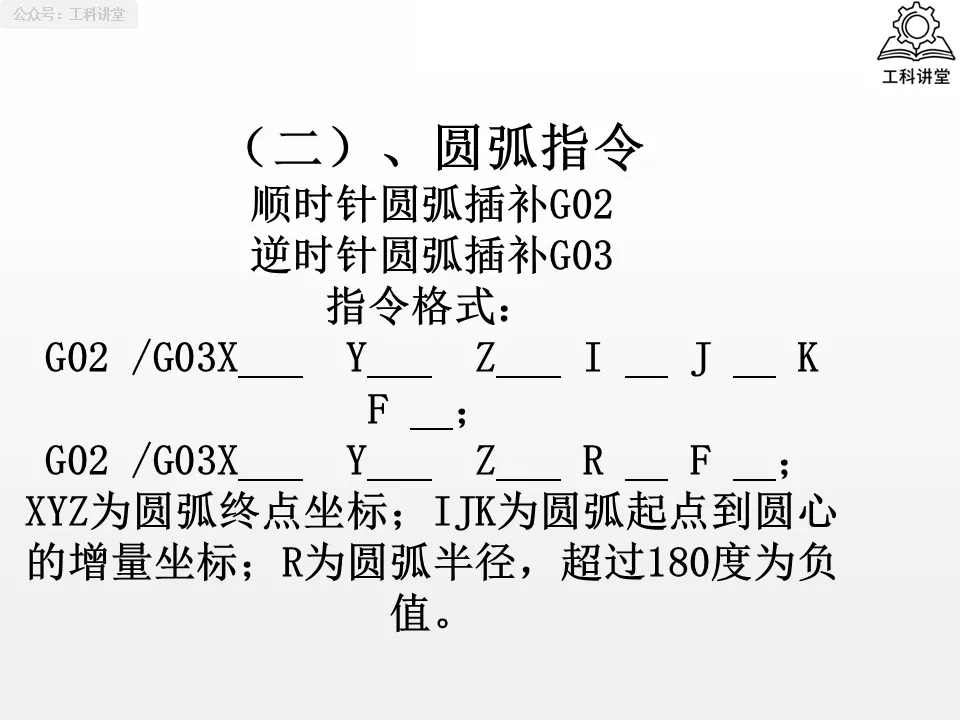
直线与圆弧插补
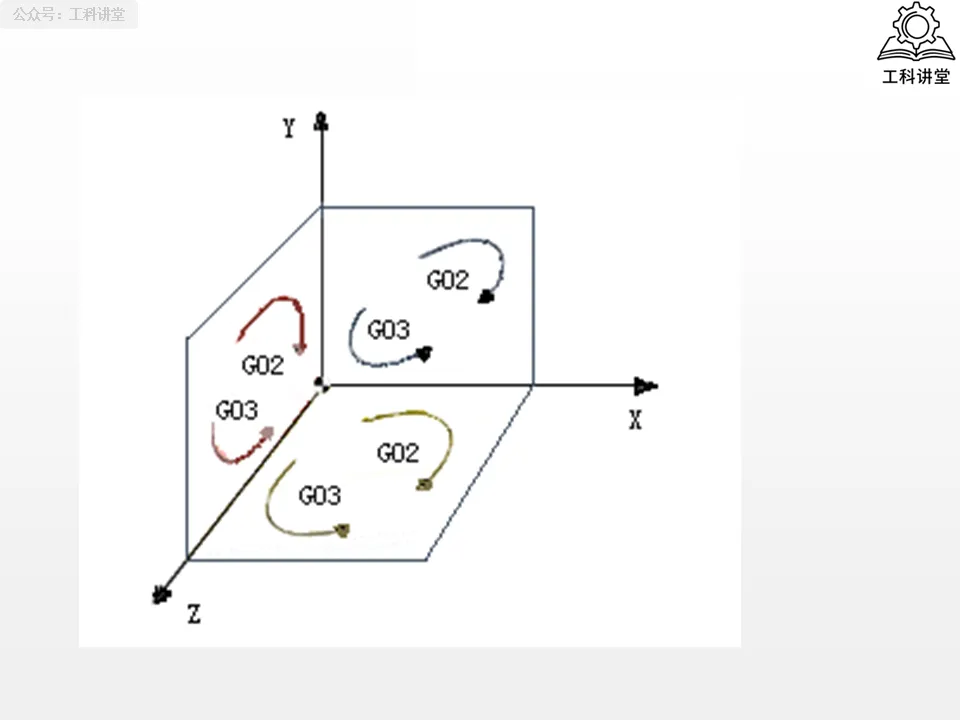
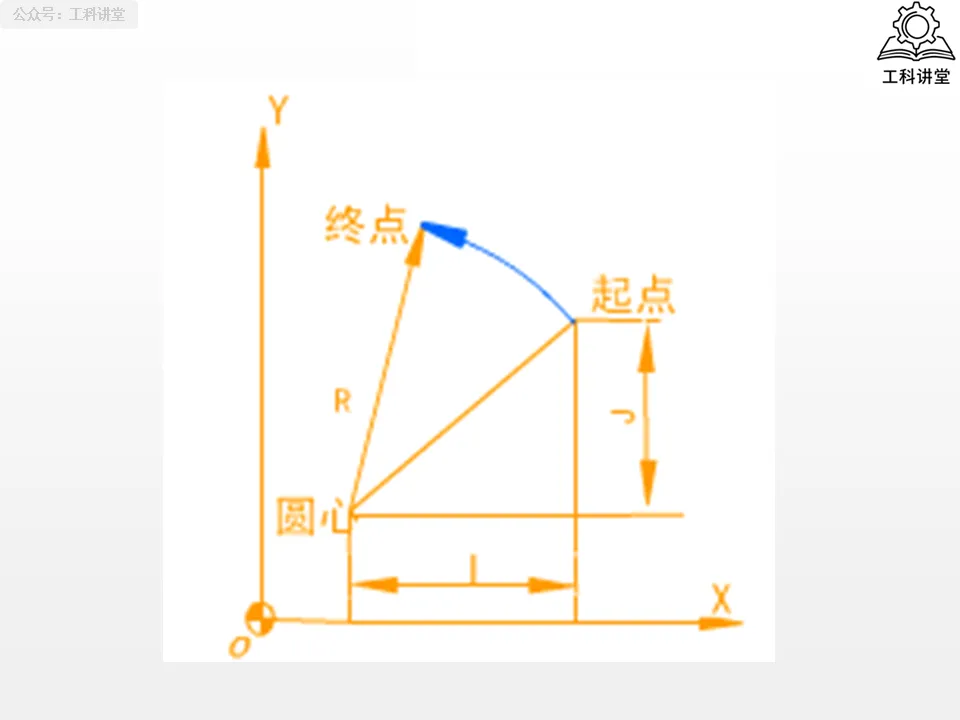
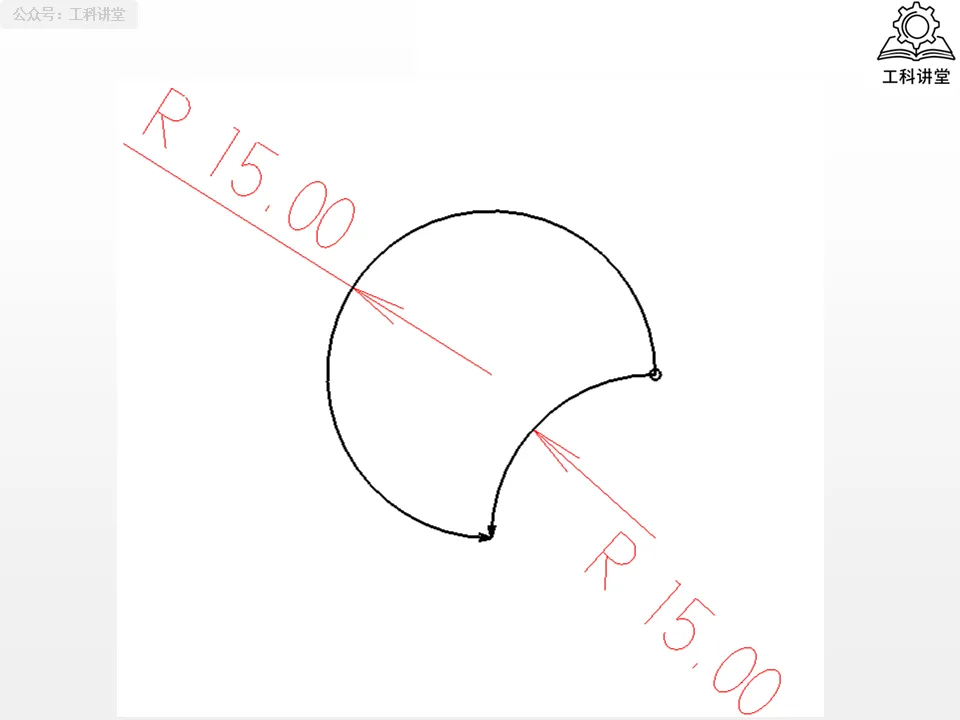
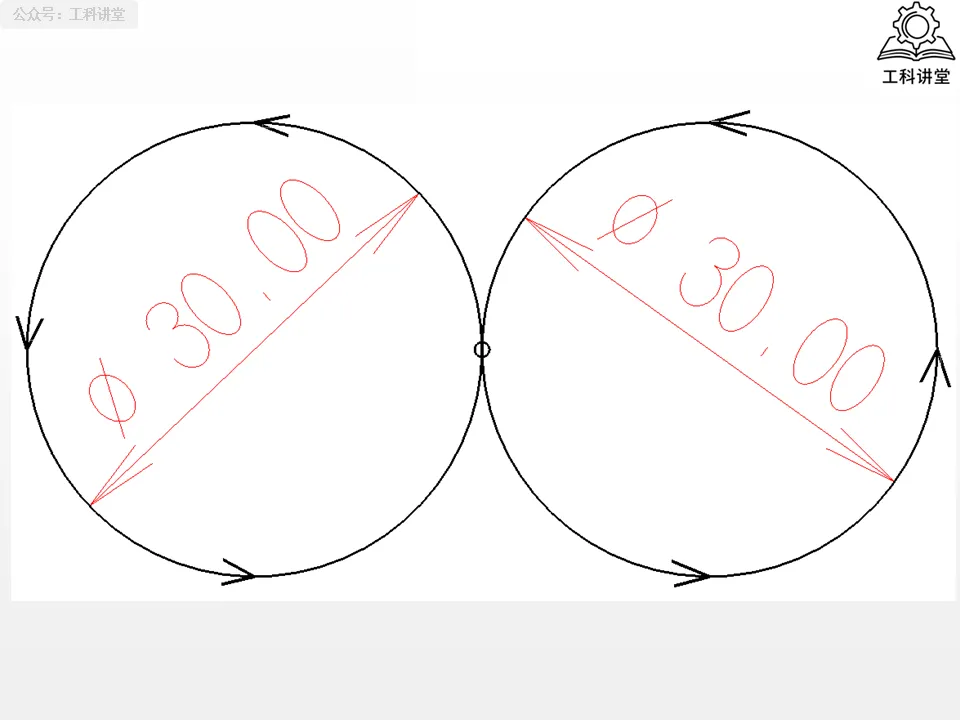
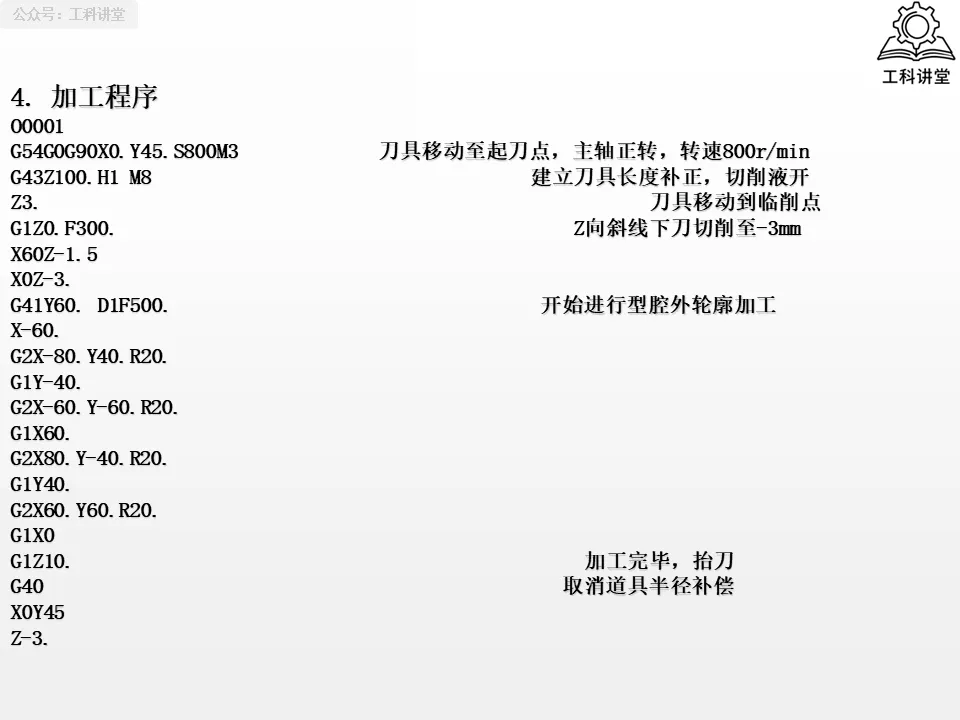
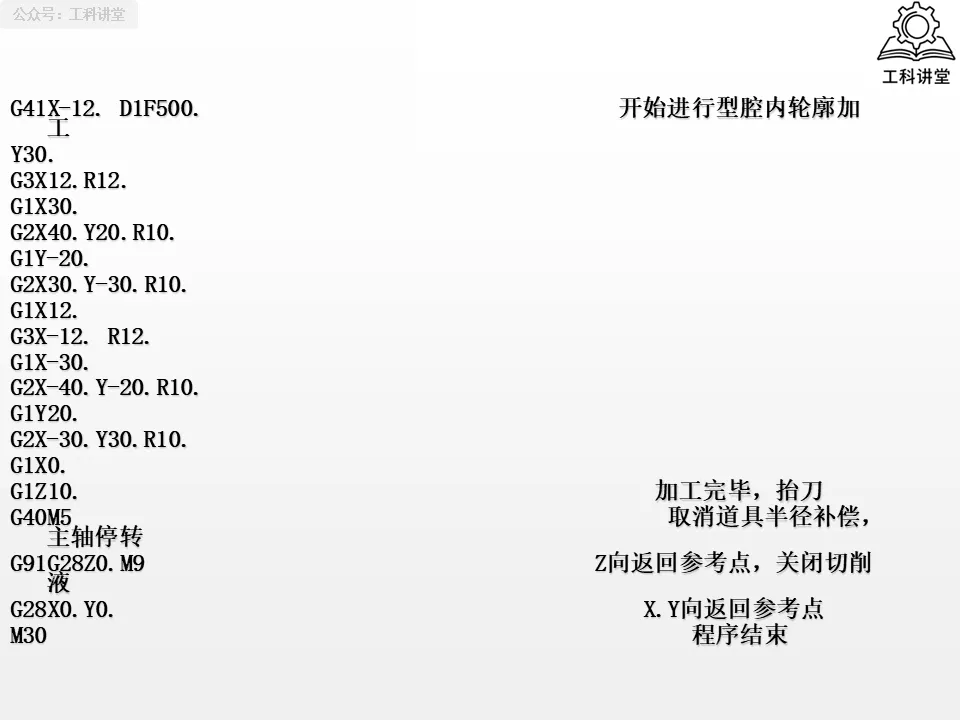
G00 是快速点定位,用来让刀具快速移动到加工位置,不参与切削;G01 是直线插补,搭配 F 指令设定进给速度,实现直线切削。遇到圆弧加工时,G02 是顺时针圆弧,G03 是逆时针圆弧,编程时可以用 R 指定半径,也能用 I、J、K 指定圆心位置,具体看图纸标注的方便性。
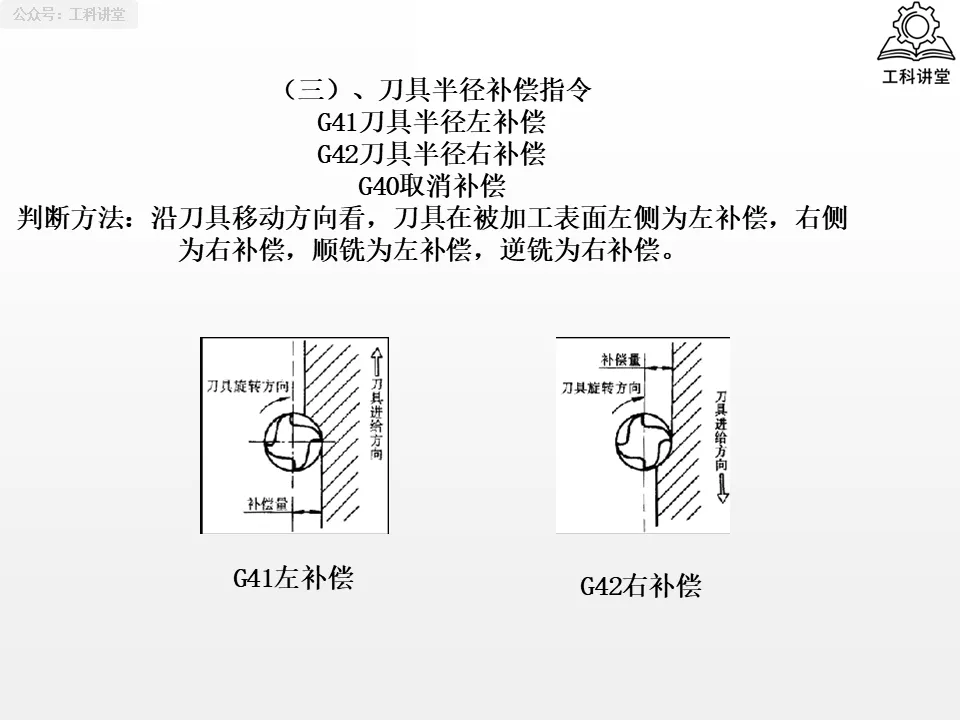
刀具补偿指令
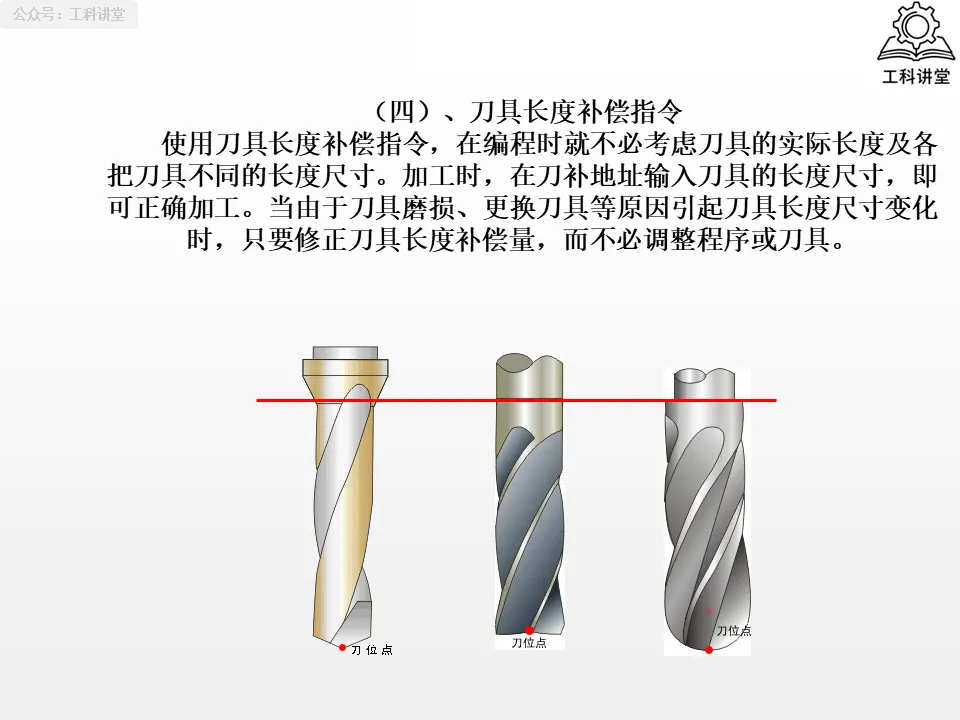
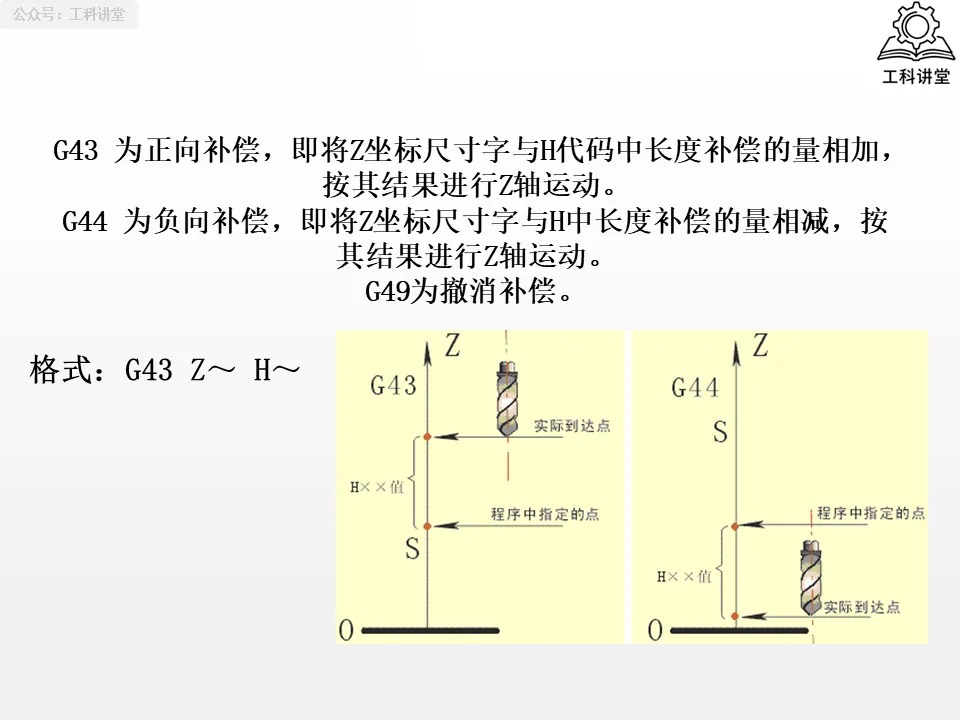
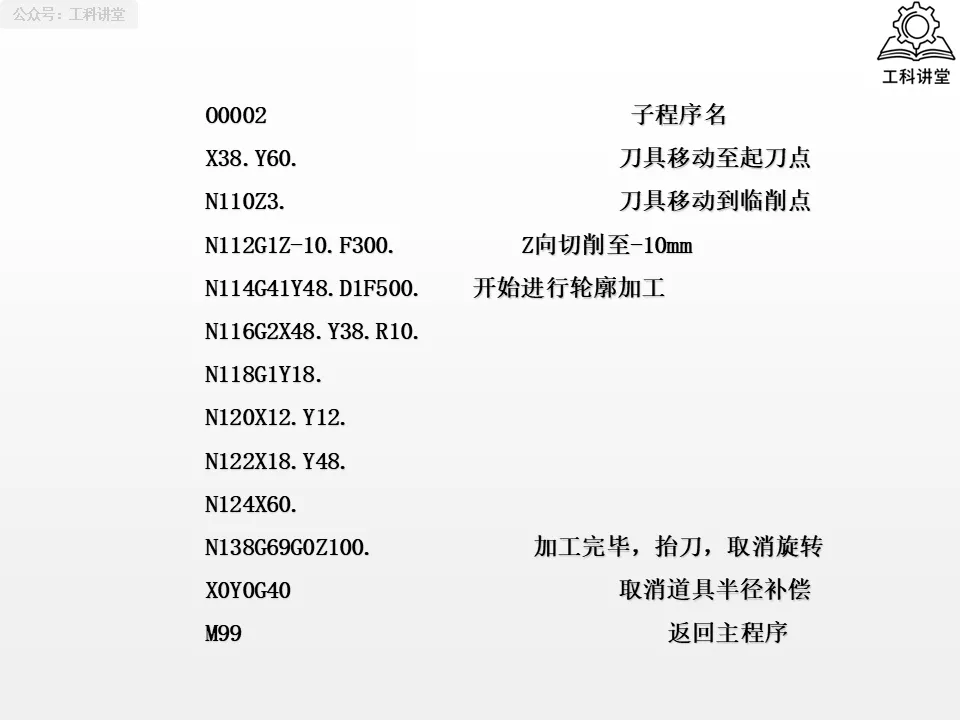
刀具补偿是编程的 “灵魂”,能帮我们抵消刀具半径和长度带来的误差。G41、G42 分别是刀具半径左右补偿,沿着刀具前进方向看,刀具在零件左侧就是 G41,右侧就是 G42;G43 是刀具长度正向补偿,装上新刀具后,只需在机床里输入长度补偿值,不用修改程序里的 Z 轴坐标。
孔加工固定循环
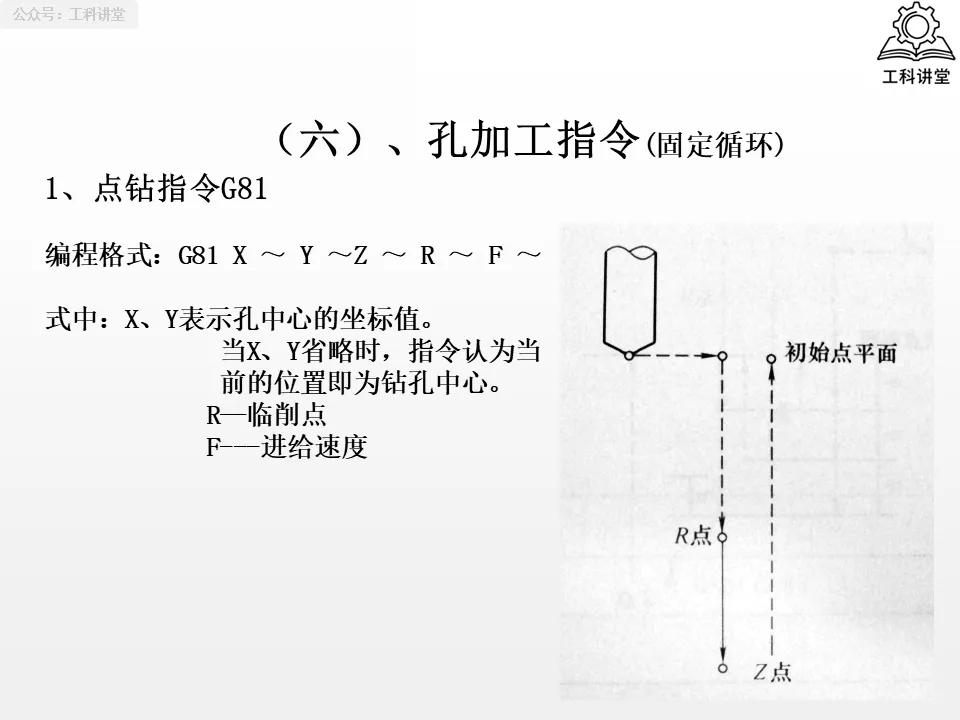
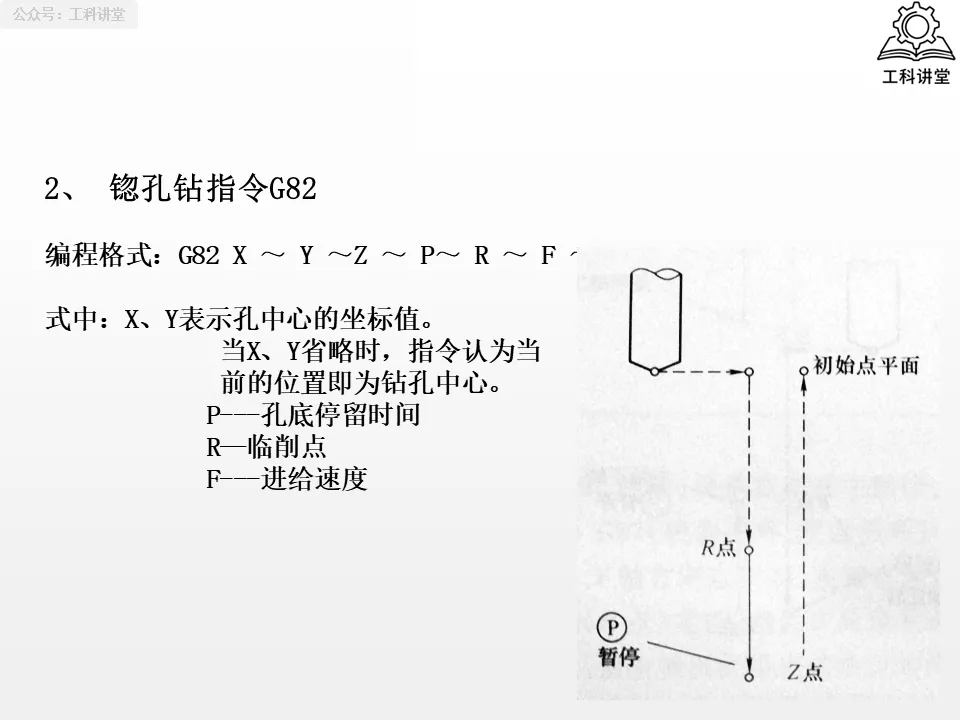
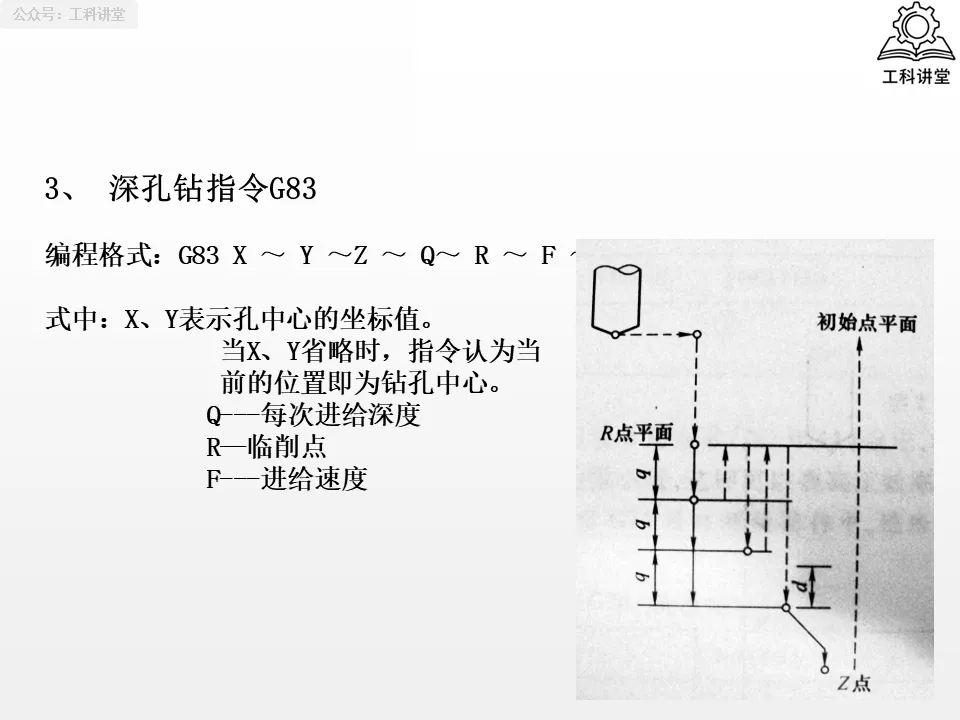
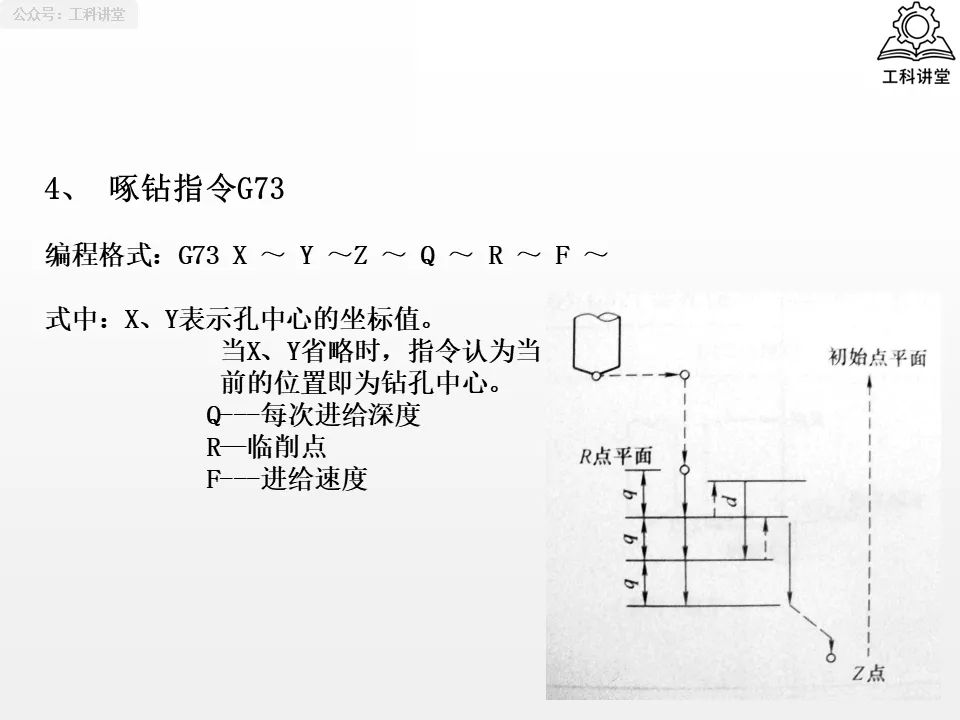
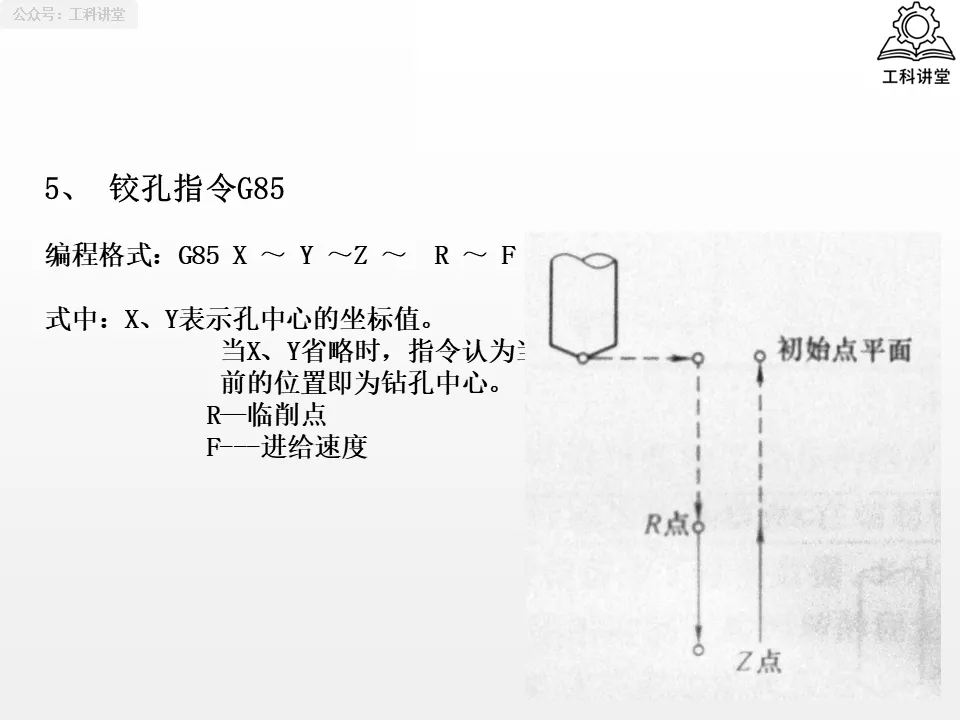
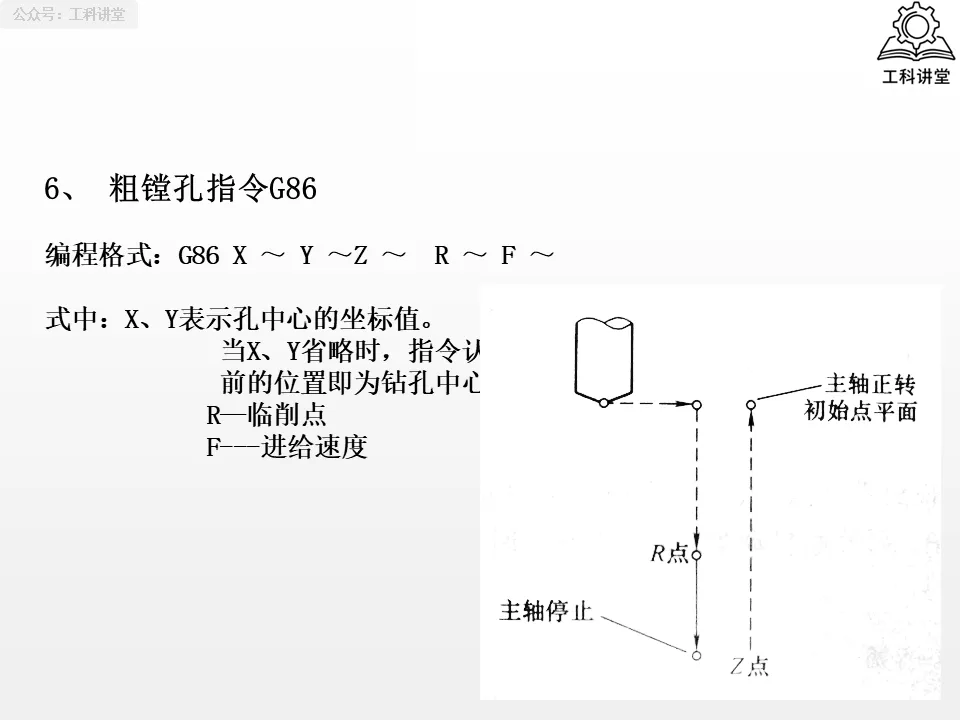
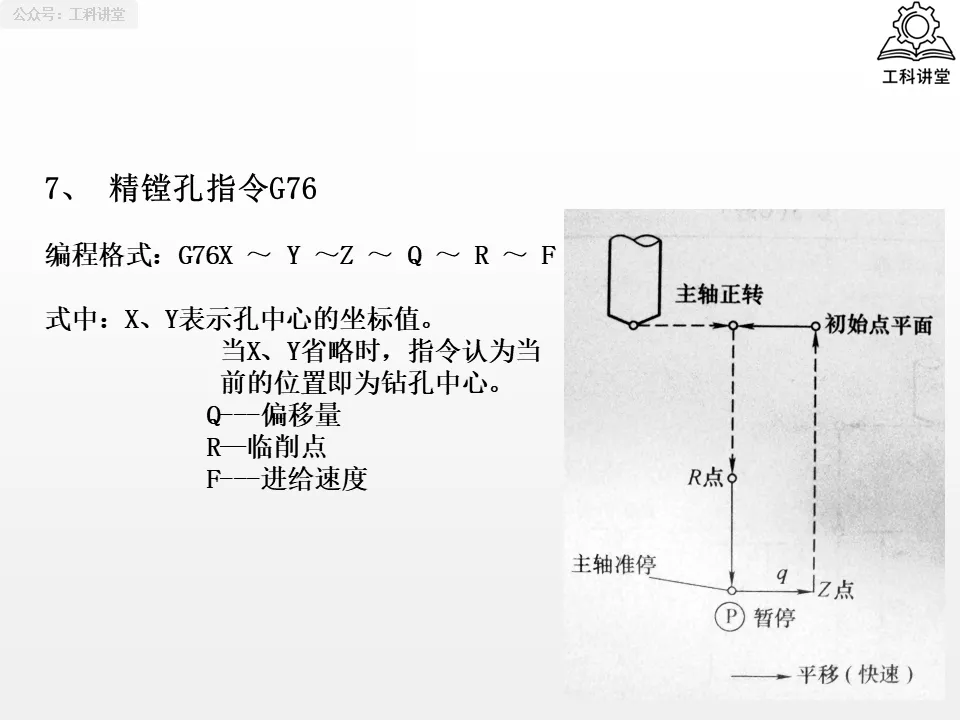
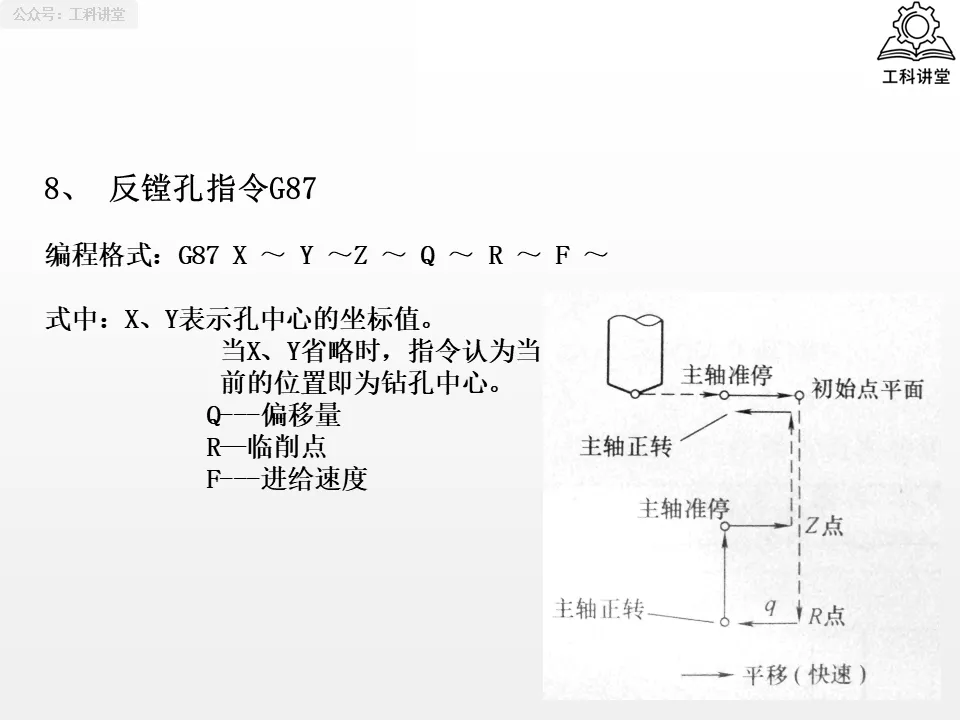
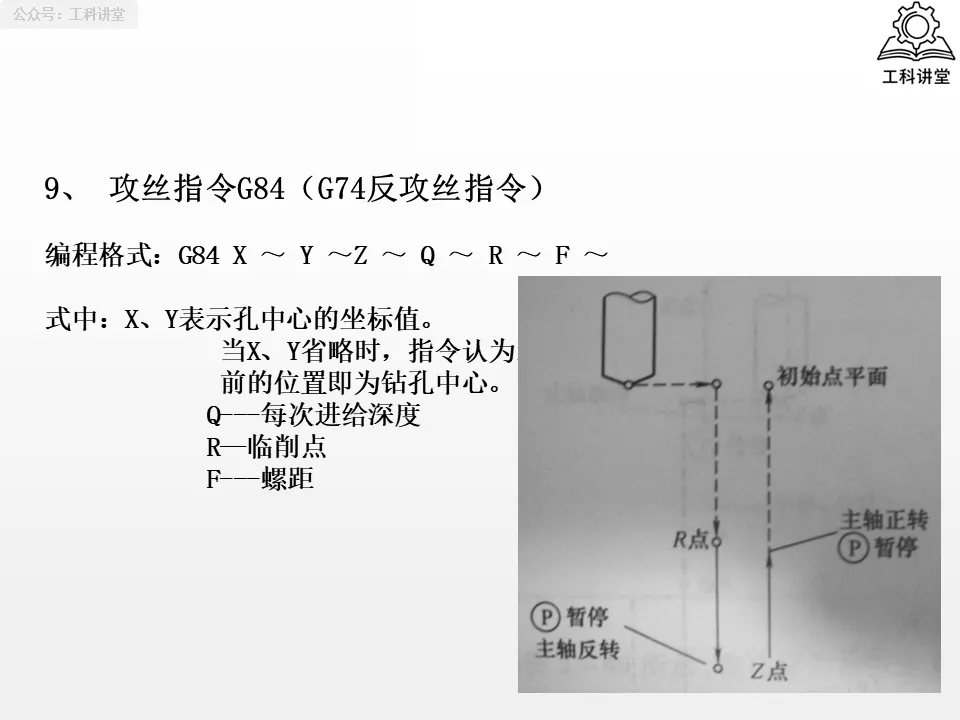
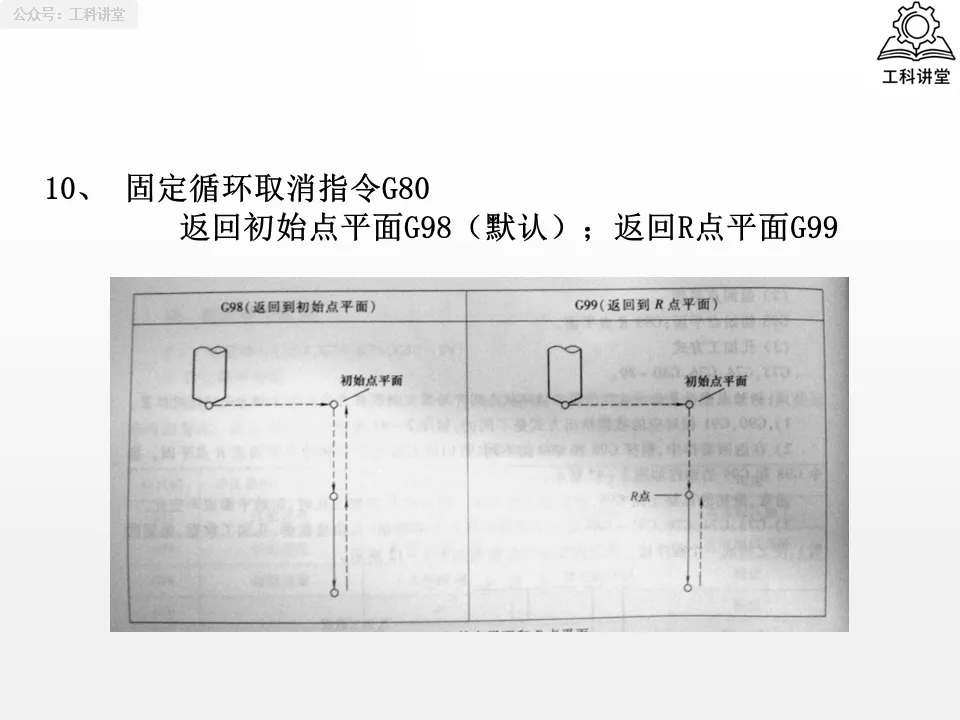
钻孔、镗孔这类重复动作,不用逐行编代码,用固定循环指令就能一键搞定。比如 G81 用于普通钻孔,G83 是深孔钻,会自动抬刀排屑;G76 是精镗孔,镗完后刀具会偏移再退刀,避免划伤孔壁。
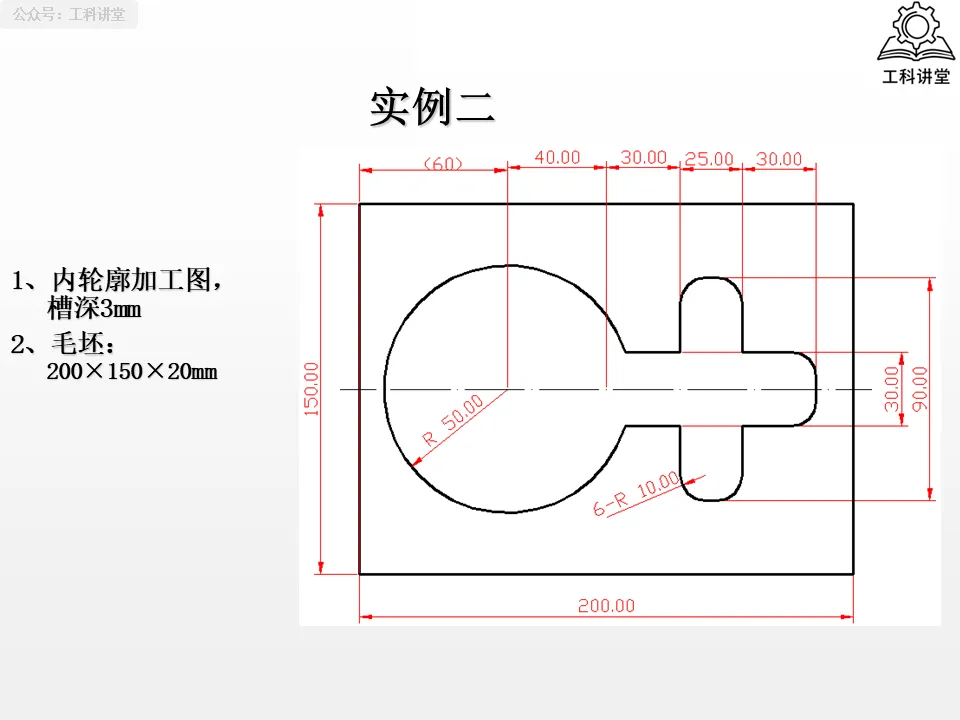
三、 实操案例落地
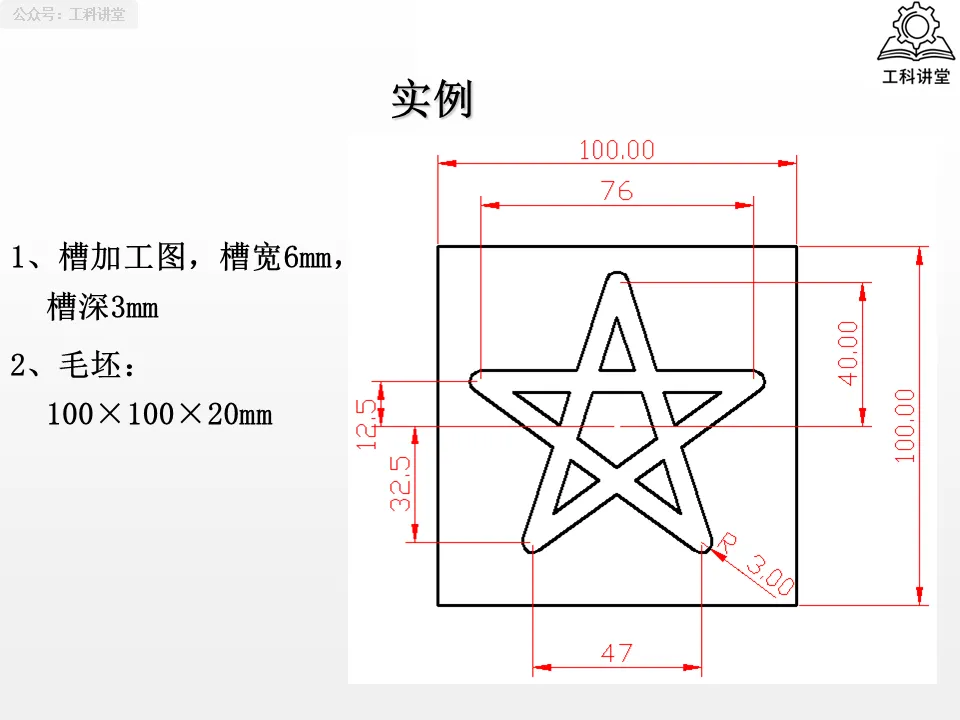
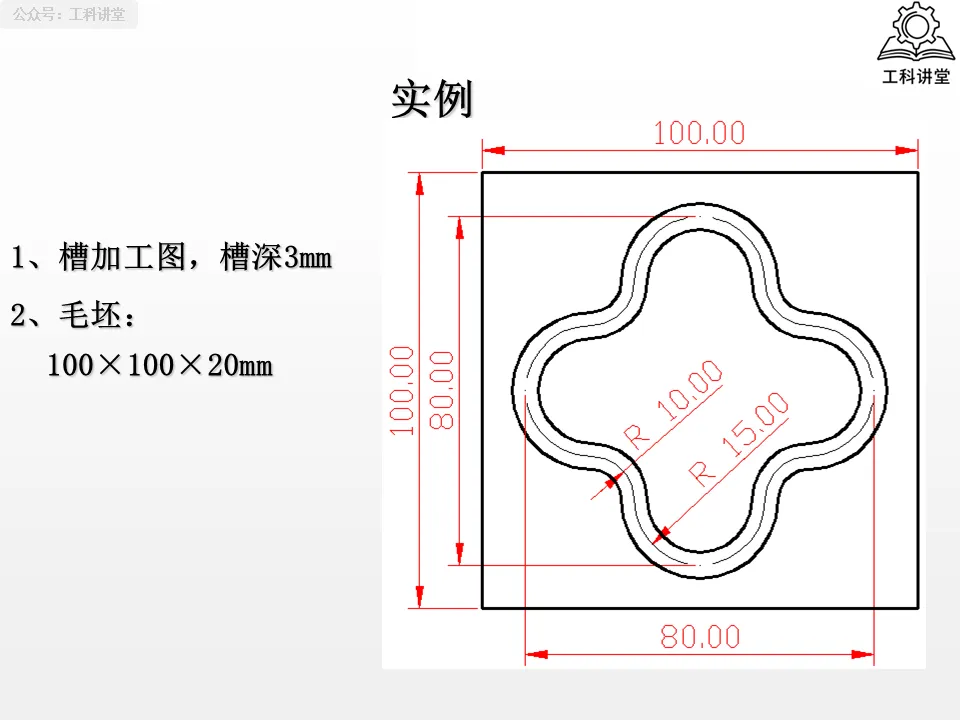
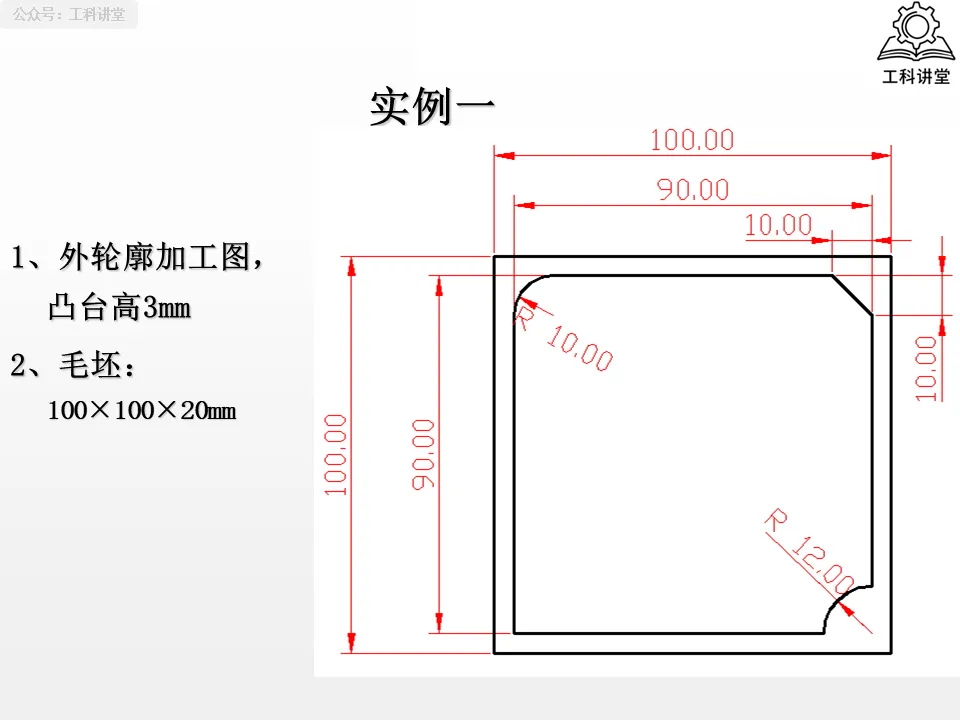
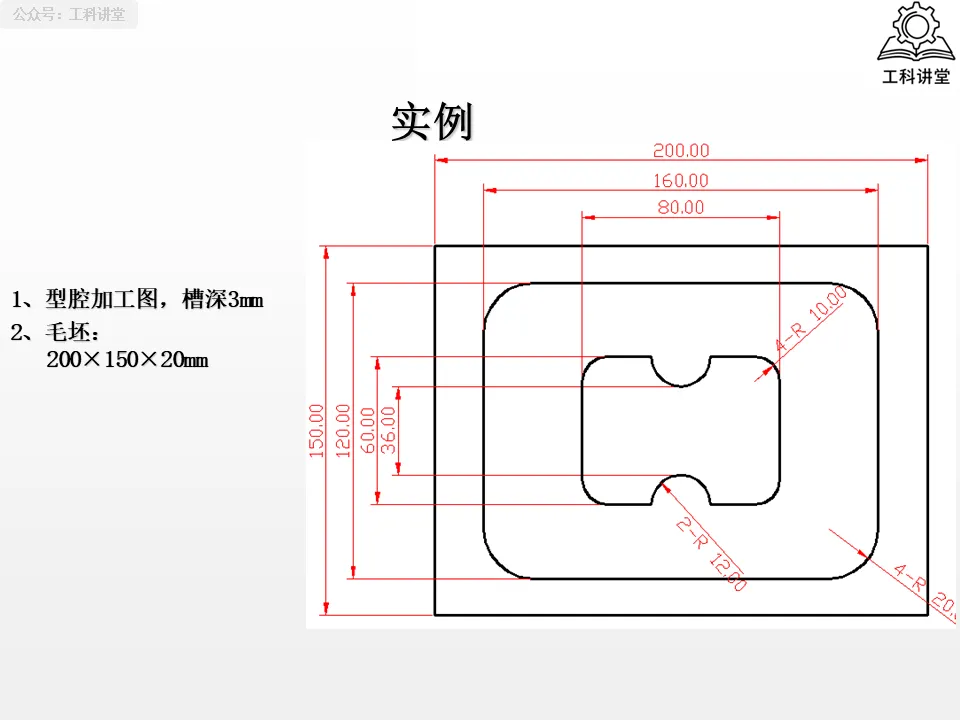
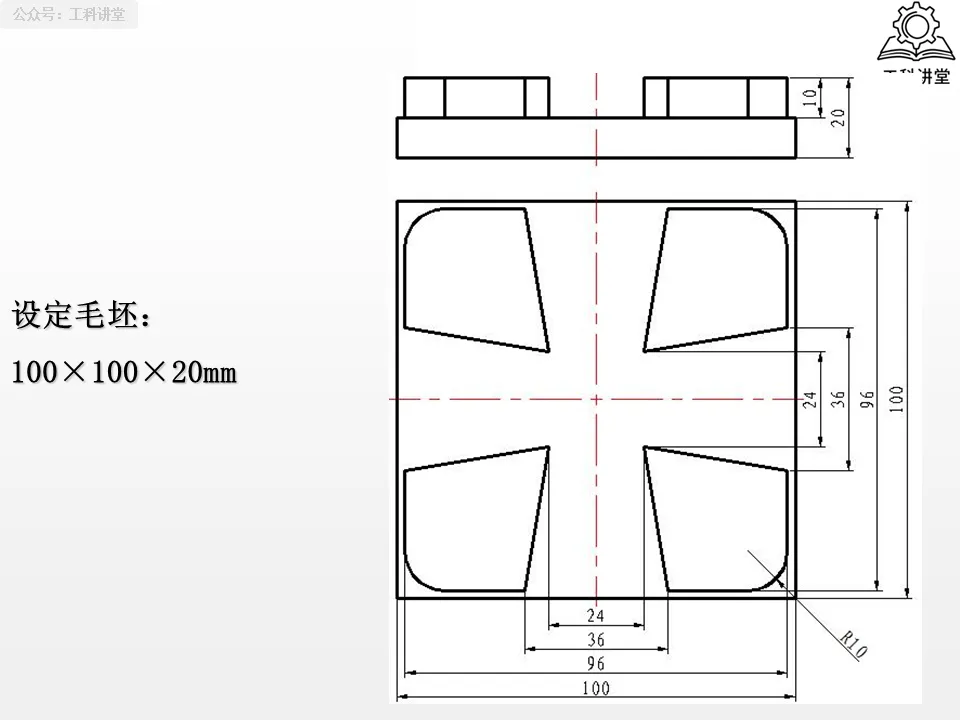
理论讲再多不如一个案例来得实在,我们以 100×100×20mm 的毛坯加工 3mm 深槽为例,看看绝对坐标和增量坐标的编程差异。
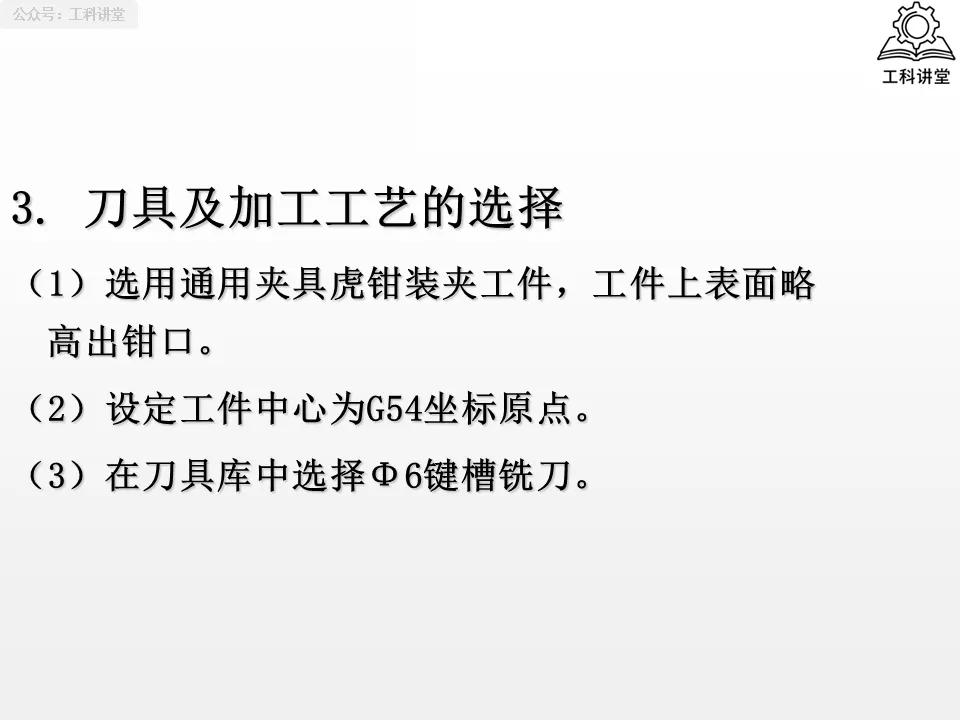
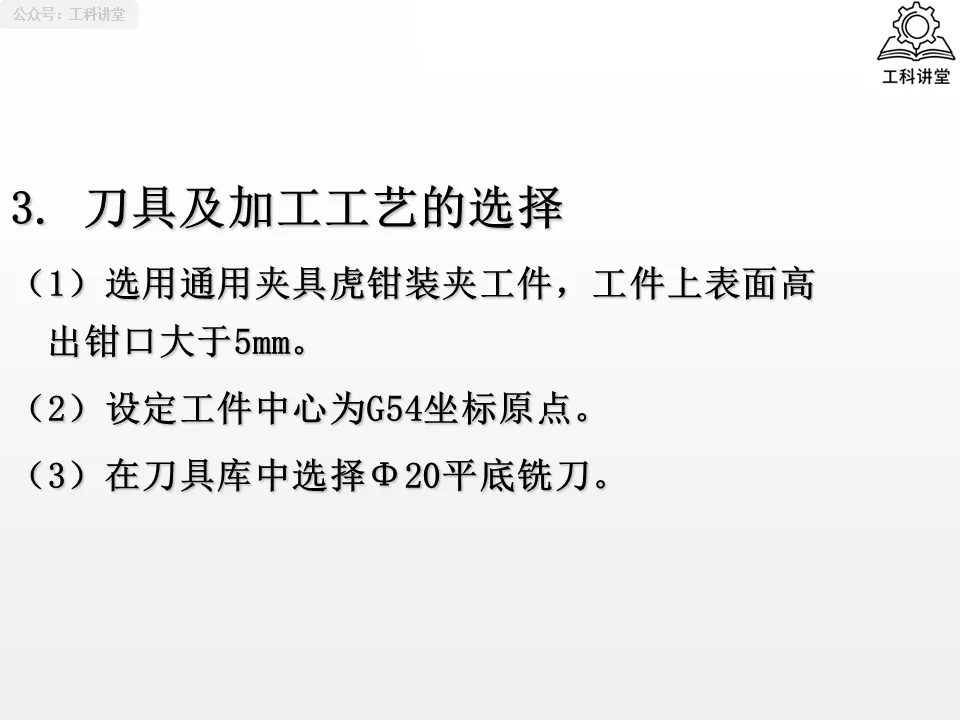
工艺准备
用虎钳装夹工件,上表面高出钳口,设定工件中心为 G54 原点,选 Φ6 键槽铣刀。
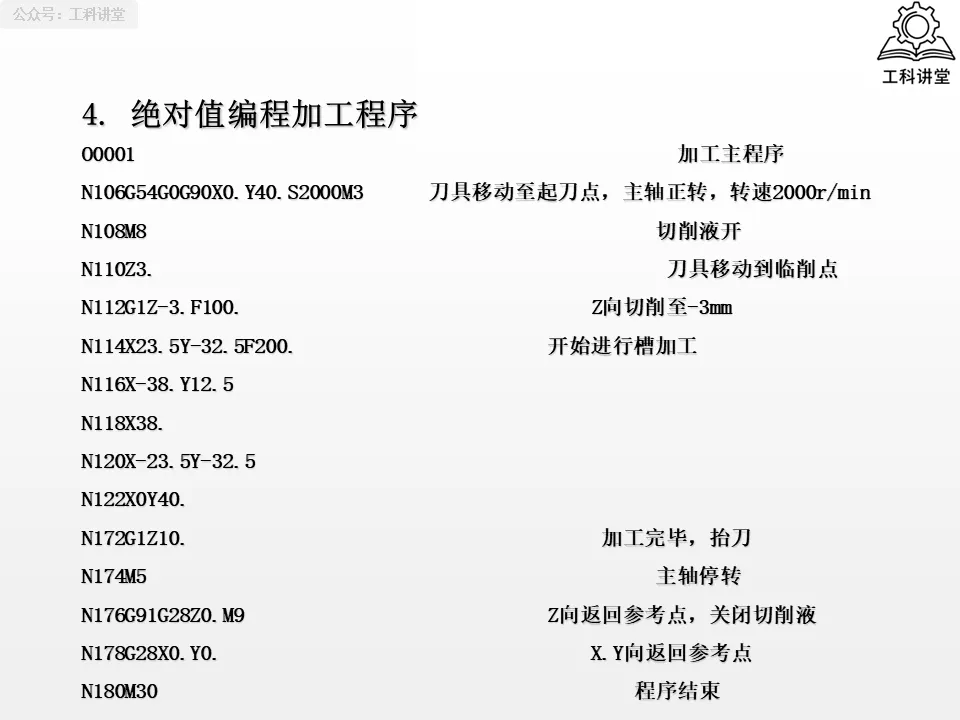
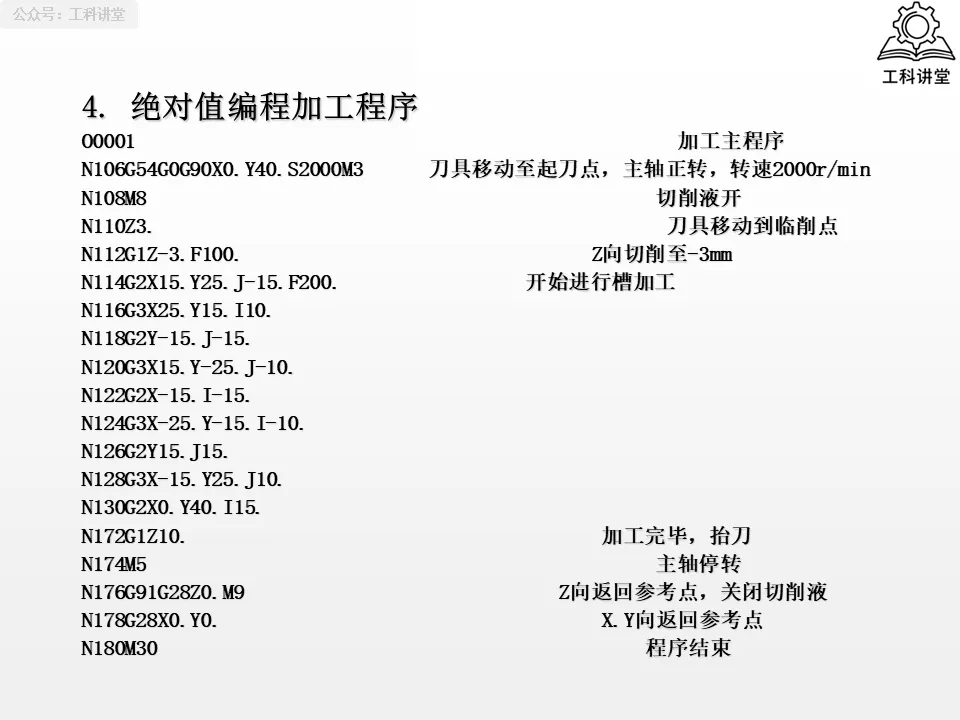
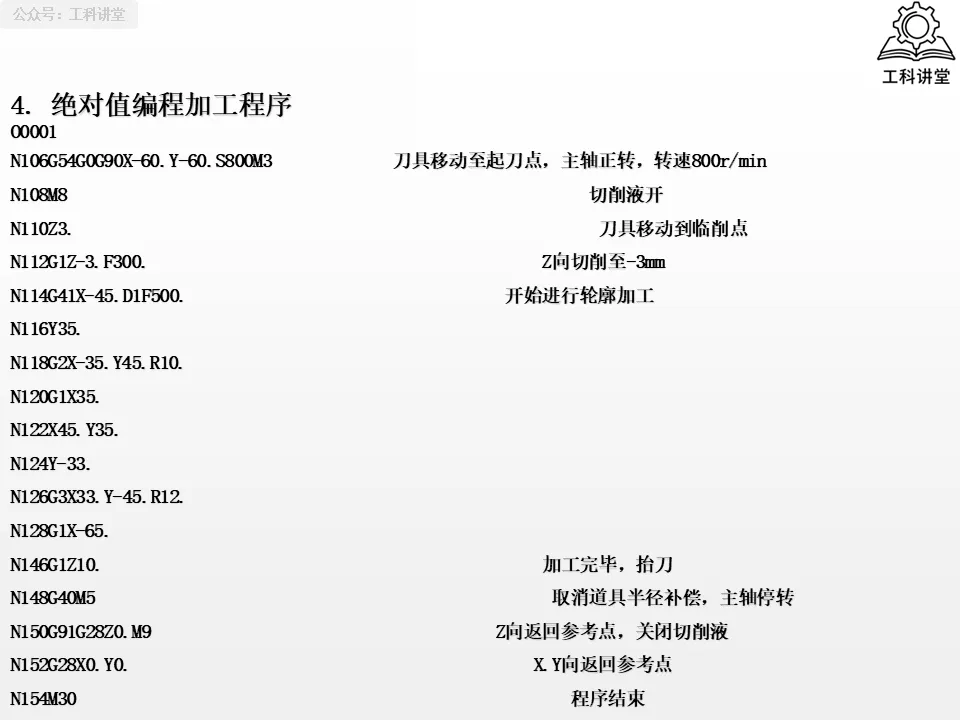
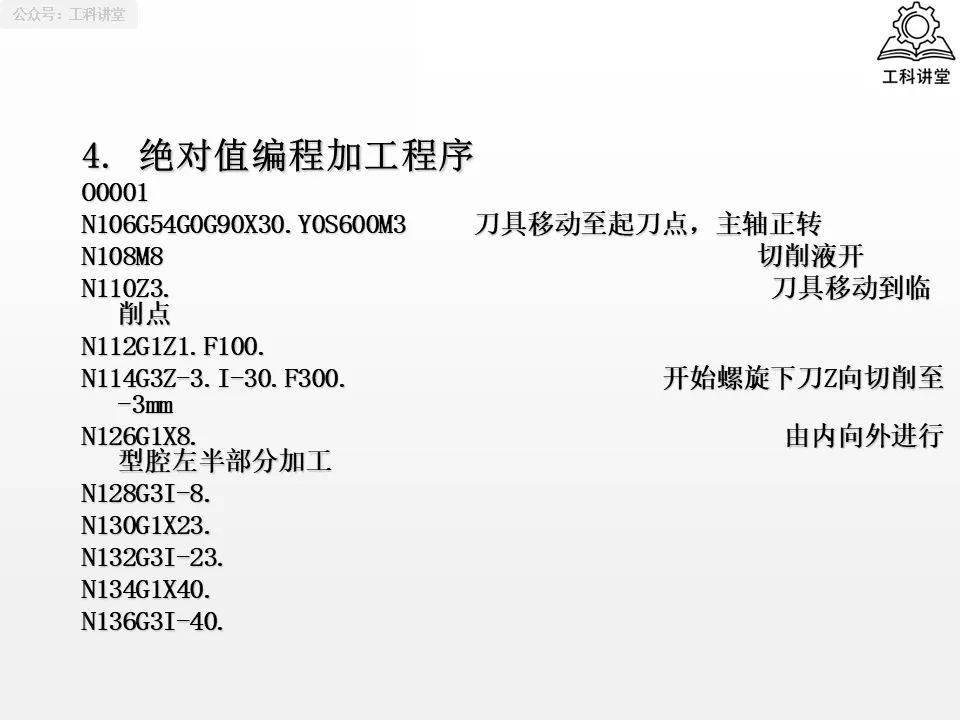
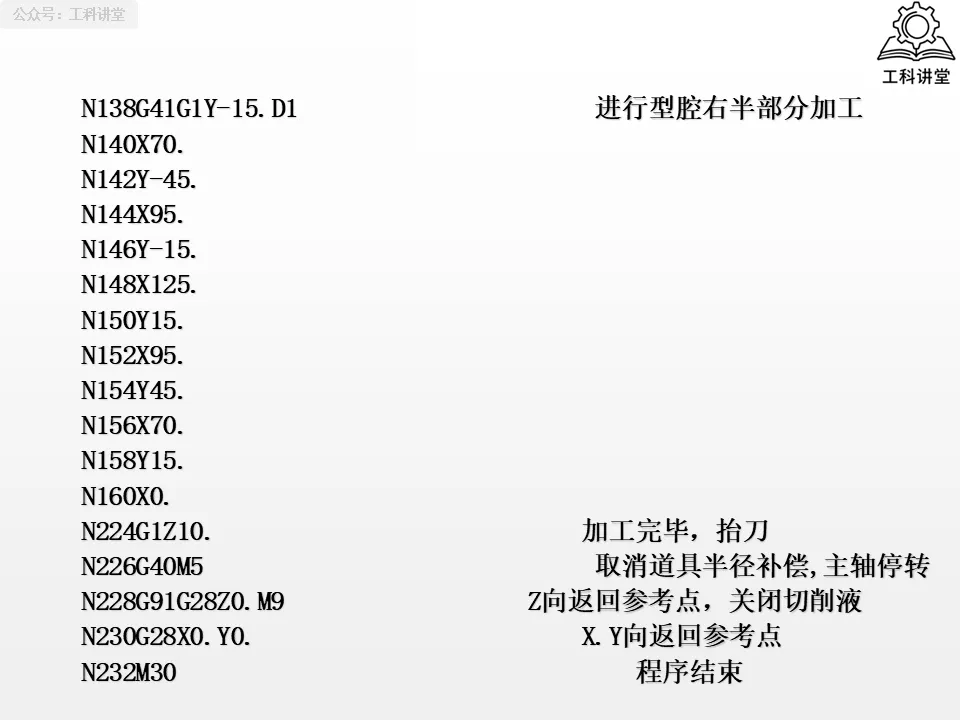
绝对坐标编程(G90)
程序里的每一个 X、Y 坐标都以 G54 原点为基准,比如G90 G01 X23.5 Y-32.5 F200,直接指定刀具的目标位置,调试时能直观看到坐标偏差。
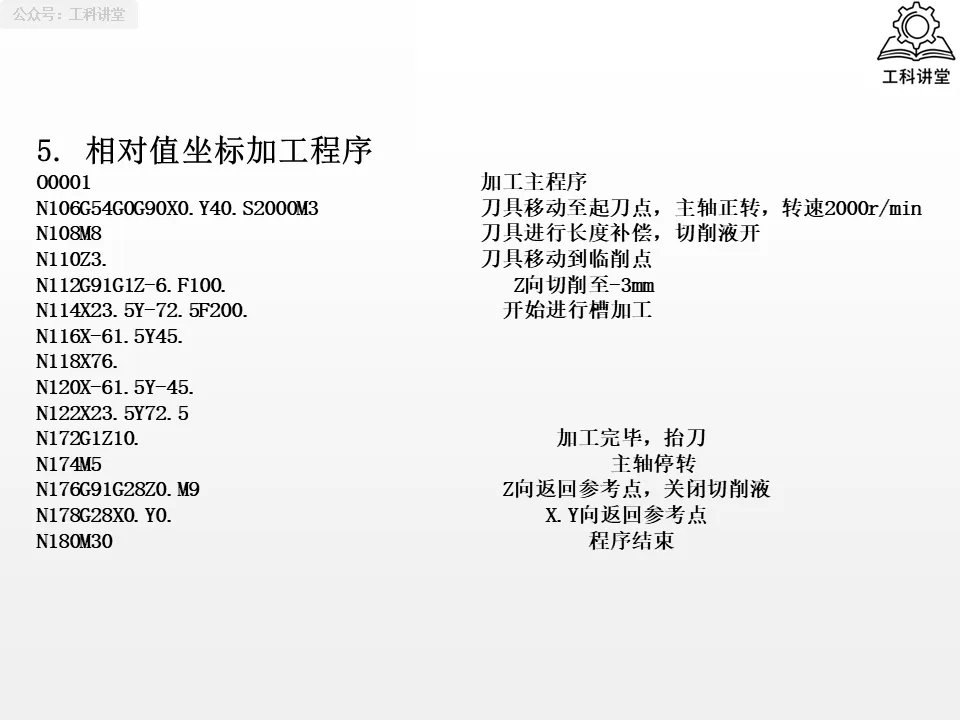
增量坐标编程(G91)
指令里的坐标是刀具移动的距离,比如G91 G01 X23.5 Y-72.5 F200,适合加工路径重复的零件,不过需要精准计算每一步的移动量。
PPT讲义介绍数控铣床和加工中心编程知识(文末查看PPT讲义源文档)
因文章页面排版内容有限,本期文章仅展示前60页内容,剩余内容后续再做介绍。
完整版PPT讲义源文档+延伸干货
已同步在「工科干货补给站」星球,入圈即可直接下载
此外,圈内还有多年来总结的实战干货资料(机械/机电/液压/非标/材料等领域精选资料)|每周答疑|同行社群
🔥圈内前100名50元/年,工科人专属干货圈,点击进入👇

 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
