——基于ABAQUS的激光熔覆有限元自适应前处理系统开发与应用
在激光熔覆过程中,温度场与应力场的精确仿真,是优化工艺参数、提升熔覆层质量的关键。但传统有限元仿真前处理步骤繁琐、操作门槛高,尤其是面对多道次、热力耦合的复杂模型时,建模和设置往往让人望而却步。
我们基于ABAQUS平台,结合Python二次开发和FORTRAN子程序,开发了一套激光熔覆有限元自适应前处理系统,实现了从参数输入到模型求解的“一键式”自动化操作。本文将系统介绍该软件的总体架构、内核实现、功能测试,以及在实际仿真中的验证与应用。
一、系统总体设计:让复杂前处理变得“无感”
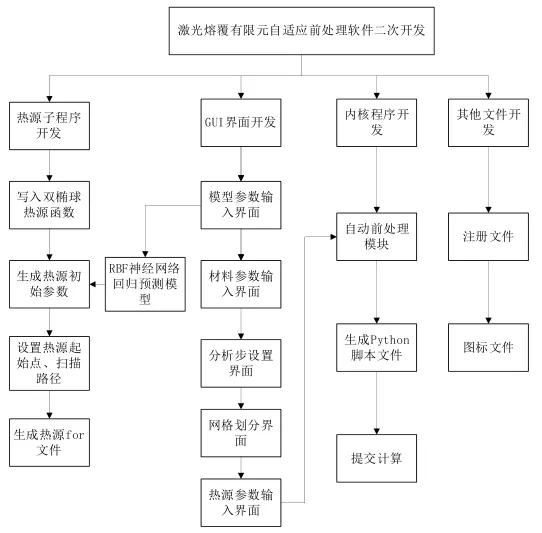
该系统以自动化和自适应为核心目标,整体架构分为四个模块:
热源子程序模块:基于FORTRAN编写双椭球移动热源;
GUI界面模块:基于Python开发,提供参数输入与交互;
内核程序模块:控制建模、网格划分、载荷步、边界条件等;
辅助文件模块:包括注册文件和图标文件,保证插件正常运行。
图1 展示系统各模块之间的关系,帮助读者理解软件架构。
二、热源子程序开发:更贴近真实物理过程
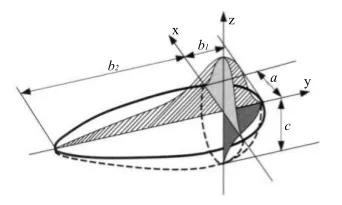
在激光熔覆仿真中,热源模型的选取直接影响温度场与应力场的准确性。我们对比了点热源、高斯面热源和双椭球热源后,最终选择双椭球热源模型,因为它能够更好地反映金属粉末对激光能量的吸收及熔池拉伸效应。
同时,针对多道次熔覆,我们采用单向逐次扫描路径,避免热积累导致的温度失真。
基于FORTRAN语言,我们通过ABAQUS提供的DFLUX接口,编写了可加载移动双椭球热源的子程序,并支持多道次路径规划。
图2 帮助读者直观理解热源形状与能量分布。
三、内核与GUI开发:让仿真像填表一样简单
我们使用Python脚本接口,完成了前处理全流程的内核程序开发,涵盖以下功能:
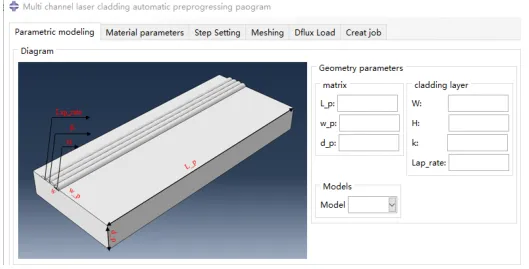
参数化建模:基于RBF神经网络预测的熔宽、熔高,自动生成基体和熔覆层几何模型;
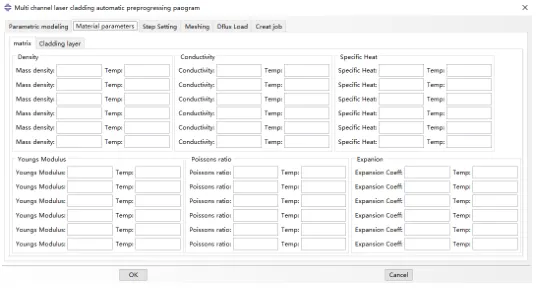
分层赋予材料:基体为45钢,熔覆层为M2高速钢,材料属性随温度变化;
生死单元技术:通过ModelChange函数模拟熔覆层逐层“激活”;
自动加载边界条件:包括对流、辐射、位移约束等;
热源参数输入与加载:GUI输入参数自动传递给FORTRAN子程序;
网格划分与提交计算:支持C3D8T热力耦合单元,自动分区加密。
图3 展示用户实际操作的图形界面,体现系统的易用性。
图4 展示材料库与参数输入方式。
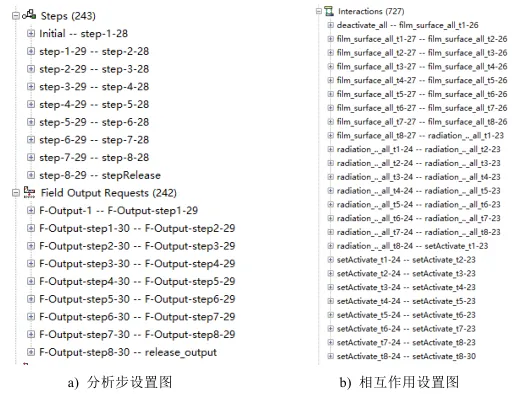
四、功能测试:243个分析步,全部自动完成
我们采用黑盒测试法,输入多组不同工艺参数,检查模型树中各模块设置是否正确。
以八道次激光熔覆为例,系统共自动生成243个分析步、727个相互作用,每个分析步的热边界条件均按预设逻辑自动更新。测试结果显示,所有模块均如期、准确地完成设置,证明系统具有高度可靠性。
图5 展示分析步与边界条件的自动生成情况。
五、仿真分析:单道与多道熔覆的温度场与应力场
我们利用该系统,对M2高速钢在45钢基体上的激光熔覆过程进行了单道和多道仿真。
单道熔覆温度场
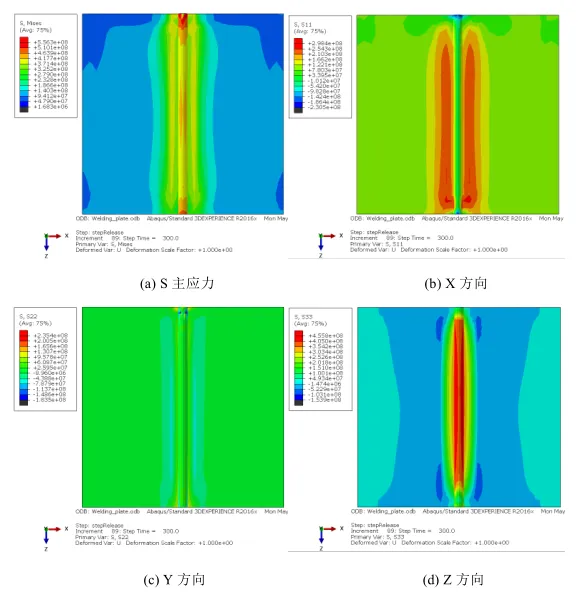
单道熔覆应力场
图6 展示温度云图与热影响区轮廓。
图7 展示残余应力分布云图。
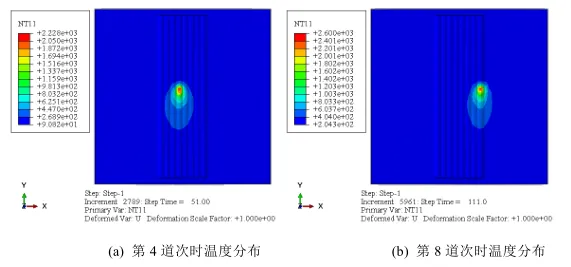
多道熔覆分析
温度逐道累积,后一道峰值温度高于前一道;
应力分布更复杂,各道次交界处应力集中明显;
第1~7道为拉应力,第8道转为压应力。
图8 展示多道熔覆的温度场演变。
六、实验验证:仿真误差 < 10%
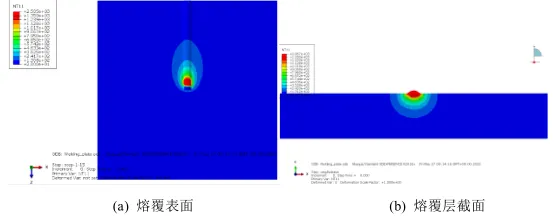
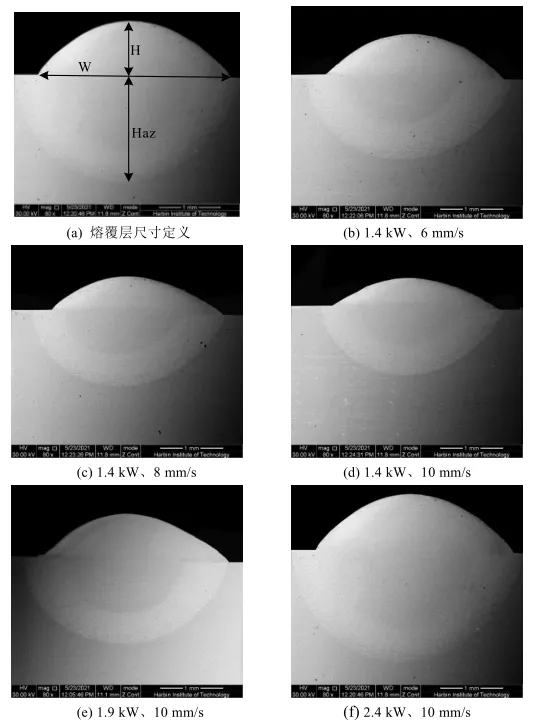
为验证系统准确性,我们开展了多组激光熔覆实验,使用电子显微镜测量熔池形貌,并与仿真结果对比。
熔池深度最大误差:9.35%
热影响深度最大误差:7.16%
结果表明,仿真与实验结果高度一致,系统具有良好工程适用性。
图9 展示实验获得的熔覆层截面形貌。
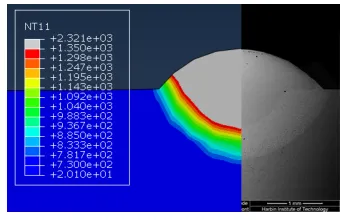
图10 将仿真截面与电镜图并排对比,直观体现一致性。
七、参数优化:找到最佳工艺组合
利用该系统进行三因子四水平正交仿真试验,得到最优工艺参数组合:
激光功率:1400 W
扫描速率:6 mm/s
搭接率:0.25
该组合下残余应力最小,为 434.6 MPa,为实际加工提供了明确指导。
结语
本文开发的激光熔覆有限元自适应前处理系统,将复杂的前处理流程自动化,大幅降低了使用门槛,同时保证了仿真精度。该系统已在单道、多道熔覆仿真中得到验证,未来还可扩展至轴类零件等更复杂场景,具有广阔的工程应用前景。
项目成果:
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
