搞多轴编程必存!15 种经典刀轴用法全归纳(四轴/五轴直接对用
- 2026-07-09 05:06:47


搞多轴编程必存!15 种经典刀轴用法全归纳(四轴 / 五轴直接对用)
搞多轴加工的朋友都懂:刀轴选不对,加班到崩溃 —— 要么效率拉胯,要么工件报废。
今天把一线编程里常用的 15 种刀轴用法整理好了,四轴 / 五轴的适用场景、加工特点、避坑要点一次性说透,建议收藏备用~

先明确:刀轴是啥?
简单说就是 “刀具的朝向”,它直接决定了:
能不能加工(比如倒扣件的刀轴角度控制)
加工效率高不高(比如曲面开粗的刀轴与刀具匹配)
工件精度够不够(比如精加工的倾角稳定性)

一、四轴加工:这 5 种刀轴最常用
四轴核心是 “单旋转轴”,刀轴优先选适配旋转方向、易控倾角的类型,避免超行程报错:
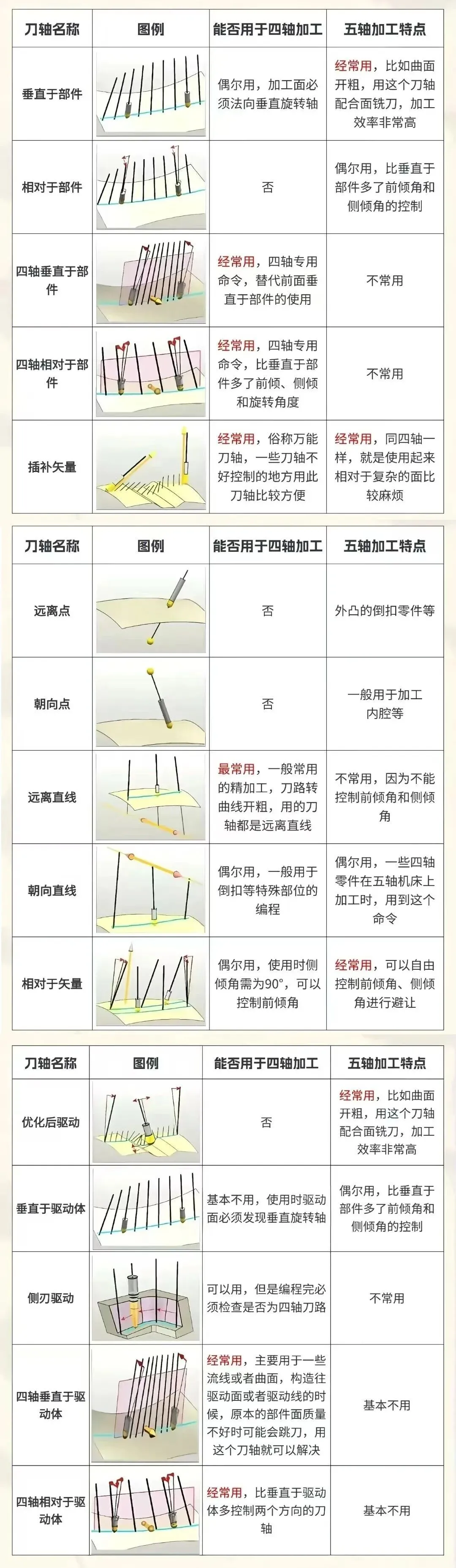
刀轴名称 | 四轴用法亮点 | 典型应用案例 |
四轴垂直于部件 | 四轴专属!替代通用 “垂直于部件”,完美适配旋转轴加工面(如圆柱面、圆锥面) | 轴类零件外圆精加工、圆盘端面加工 |
四轴相对于部件 | 新增前倾 / 侧倾 / 旋转角度控制,复杂曲面加工更灵活(需限定单轴旋转范围) | 不规则曲面轮廓铣削 |
插补矢量 | 俗称 “万能刀轴”,刀轴难控区域(如曲面过渡处)直接用,上手门槛低、兼容性强 | 混合曲面粗加工、小批量试切 |
远离直线 | 四轴精加工 / 刀路转曲线开粗 “标配”,控刀稳定性拉满,减少振动波纹 | 曲面轮廓半精铣、槽型加工 |
四轴垂直于驱动体 | 部件面质量差易跳刀?用它!适配流线 / 曲面驱动面,避免工件面直接驱动的波动 | 铸件粗加工、余量不均的曲面加工 |

二、五轴加工:这 10 种刀轴效率最高
五轴是 “双旋转轴”,重点看倾角控制、复杂场景适配,兼顾效率与避让:
刀轴名称 | 五轴用法亮点 | 典型应用案例 |
垂直于部件 | 五轴高频款!曲面开粗配面铣刀,切削接触面积大,加工效率直接翻倍 | 模具型腔开粗、大面积曲面加工 |
相对于矢量 | 自由控制前倾 / 侧倾角,倒扣、刀具避让场景必用(如深腔、复杂凸台) | 航空零件倒扣加工、模具斜顶加工 |
优化后驱动 | 同 “垂直于部件”,曲面开粗效率拉满,五轴开粗首选(适配高速切削) | 大型覆盖件模具开粗 |
远离点 / 朝向点 | 特殊场景专用:远离点→外凸倒扣件;朝向点→内腔加工(需精准设定基准点) | 外凸曲面倒扣加工、深腔内壁铣削 |
朝向线 / 远离线 | 线基准控制:朝向线→沿曲线轮廓加工;远离线→外凸曲面精加工(比点基准更稳定) | 叶片型面加工、复杂曲面轮廓铣 |
垂直于驱动体 | 部件面质量差时替代 “垂直于部件”,适配流线 / 曲面驱动面,稳定性拉满 | 铸件粗加工、余量不均曲面加工 |
朝向驱动体 | 内腔加工专属!驱动面贴合内腔壁,避免刀具与腔壁干涉 | 箱体类零件内腔精加工 |
侧刃驱动体 | 轴类零件侧壁加工专用,利用刀具侧刃切削,效率比端刃高 30% 以上 | 阶梯轴侧壁铣削、花键槽加工 |
+ZM 轴(固定矢量) | 简单五轴场景替代 3 轴加工,适配平面 / 浅曲面,编程难度低 | 大型工件平面铣削、浅腔加工 |
通过曲线 | 沿指定曲线控制刀轴方向,复杂曲面轮廓加工精度高 | 异形件边缘加工、装饰性曲面铣削 |

三、避坑提醒:这些刀轴别用错(附技术原理)
四轴禁用刀轴(3 种):
远离点 / 朝向点 / 相对于矢量:需双旋转轴联动,四轴单旋转轴无法满足运动需求,直接报错(原理:四轴仅 1 个旋转自由度,无法实现空间矢量多角度调整)
五轴专属刀轴强行用:会导致机床超行程、刀路紊乱
五轴慎用刀轴(3 种):
四轴专用刀轴(如四轴垂直于部件):五轴用无优势,还会限制双旋转轴灵活性
插补矢量:复杂曲面加工易出现刀轴摆动过大,优先选 “相对于矢量”
侧刃驱动体:非轴类零件用会降低表面质量(如曲面加工出现条纹)
通用避坑点:
开粗优先选 “垂直于部件 / 优化后驱动”,精加工选 “相对于矢量 / 远离线”
倒扣 / 避让场景:五轴用 “相对于矢量 / 远离点”,四轴需通过工装调整规避

四、刀轴选用速查表(手机存一份!)

刀轴名称 | 适用轴数 | 核心场景 | 禁忌 | 核心优势 |
四轴垂直于部件 | 四轴 | 旋转面加工 | 五轴使用 | 适配单旋转轴,稳定性高 |
四轴相对于部件 | 四轴 | 复杂曲面半精 / 精加工 | 五轴使用 | 倾角可调,灵活性强 |
插补矢量 | 四轴 | 刀轴难控区域、试切 | 五轴复杂曲面 | 上手快,兼容性强 |
远离直线 | 四轴 | 精加工、刀路转曲线开粗 | - | 振动小,表面质量好 |
四轴垂直于驱动体 | 四轴 | 部件面质量差、跳刀场景 | 五轴使用 | 驱动稳定,避免波动 |
垂直于部件 | 五轴 | 曲面开粗 | - | 效率翻倍,适配面铣刀 |
相对于矢量 | 五轴 | 倒扣、避让 | 四轴使用 | 倾角自由控,防干涉 |
优化后驱动 | 五轴 | 五轴开粗首选 | - | 效率拉满,高速切削适配 |
远离点 / 朝向点 | 五轴 | 外凸倒扣 / 内腔加工 | 四轴使用 | 特殊场景精准适配 |
朝向线 / 远离线 | 五轴 | 曲线轮廓、叶片加工 | 四轴使用 | 线基准更稳定 |
垂直于驱动体 | 五轴 | 部件面质量差、粗加工 | - | 驱动稳定,减少跳刀 |
朝向驱动体 | 五轴 | 内腔精加工 | - | 贴合腔壁,防干涉 |
侧刃驱动体 | 五轴 | 轴类侧壁加工 | 曲面加工 | 侧刃切削,效率高 |
+ZM 轴 | 五轴 | 平面 / 浅曲面加工 | 深腔、复杂曲面 | 编程简单,难度低 |
通过曲线 | 五轴 | 异形件边缘、装饰曲面 | 粗加工 | 轮廓精度高 |

数控铣圆能有多精密?Φ100mm的圆,精度极限竟能到微米级?
FANUC 0I MF plus系统针对不同精度零件的加工模式选择功能
如何检测机床驱动器板用绝缘栅极双极型晶体管(IGBT)好坏的办法


