你了解铣刀的ISO代码吗?
- 2026-07-13 10:11:33

今日分享
——
RELEASED DAILY
切削之家

当你看到铣刀刀片,你可能会遇到术语“ISO代码”。但是这个代码到底是什么意思呢?它传达了什么信息?了解铣削刀片的ISO代码对于为铣削操作选择合适的刀具并获得最佳结果至关重要。
无论您是一位经验丰富的机械师,希望扩大您的知识,还是一位寻求铣削操作的新人,本指南都将在这里揭开铣削刀片ISO代码的神秘面纱。
我们将探讨该代码的解读,如何代码解读刀片的几何形状、材料和切削特性的重要信息。到最后,您将具备解读代码的知识,使您能够选择完美的铣削刀片来优化您的加工过程。

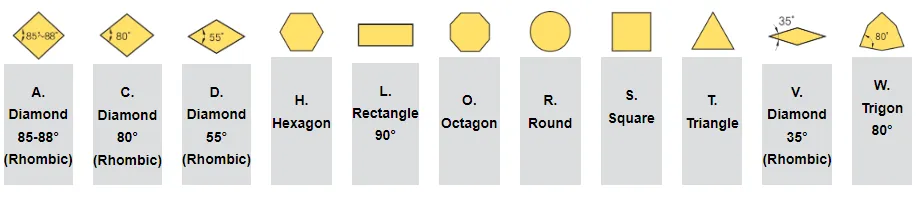
1.刀片的形状▼

铣刀片ISO代码的第一部分是关于刀片形状和样式的。
它以一个字母开头,表示刀片的形状,如R表示圆形,S表示正方形,T表示三角形,D表示菱形,或C表示菱形。
这给出了一个关于刀片的整体形式的信息,帮助快速识别。通过查看铣削刀片ISO代码的第一个字母,可以初步了解刀片的形状,这在确定其特定应用和切削能力方面起着重要作用。
2.刀片后角▼

铣削刀片ISO规范第2个字母是指刀片后角。
铣削刀片后角对于实现高效和成功的加工操作至关重要。
它在切屑形成、刀具寿命、切削力和表面光洁度方面起着至关重要的作用。了解后角的影响,选择合适的后角,可以大大提高加工性能、生产率和成品质量。

3.公差▼

第3位可以确定铣削刀片的公差。
公差是指制造零件的尺寸或测量值的允许变化。铣削刀片的ISO第3位规定的公差等级有助于确定刀片尺寸的精度和加工质量恒定水平。
铣削刀片的公差很重要,原因有几个。首先,它确保了与刀柄的适当配合和兼容性,促进加工过程中稳定和安全的夹紧。其次,精确的公差有助于尺寸精度,允许恒定和可靠的加工结果。
此外,严格的公差允许在刀具系统内进行互换性,最大限度地减少停机时间。它们还会影响刀具的寿命和性能,以及表面光洁度和精度。

4. 截面类型▼

ISO第4位是指铣削刀片的横截面类型。
铣削刀片的横截面类型是指其切削刃从垂直角度观察时的形状。它影响刀片的切削作用和性能。
常见的横截面类型包括方形、圆形、三角形、菱形和五边形。机械师在选择刀片时应考虑横截面类型,以确保其特定加工任务和材料的最佳切削能力和切屑清除。
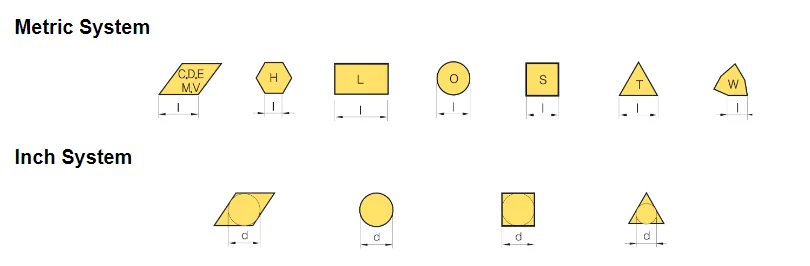
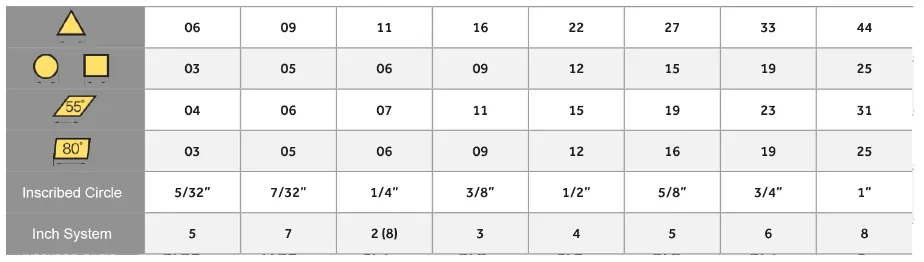
5. 切刃长度/直径IC ▼

第5位提供了铣削刀片的尺寸或切刃长度的详细信息。
铣削刀片的切刃长度是直接影响刀片切削性能和效率的重要因素。
更长的切刃长度允许更大的刀片和工件的接触面积,从而提高生产率和提高材料去除率。它使刀片能够与更大的材料表面积接触,减少了完成加工操作所需的加工道数。
因此,选择合适的尖端长度对于实现最佳切削性能,最大限度地提高生产率和确保具有成本效益的铣削操作至关重要。
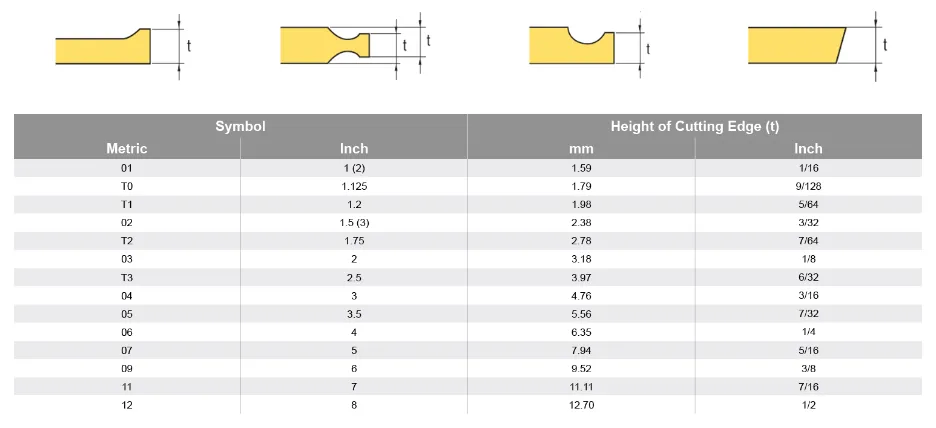
6. 厚度▼

第6位阐明了铣削刀片的厚度。
在切削过程中,刀片的厚度对其强度和稳定性至关重要。较厚的刀片在重载荷下表现出色,提高了性能并最大限度地降低了切削刃破碎的风险。
通常,双面(负)刀片比单面(正)刀片具有更大的厚度。
因此,选择合适的厚度对于实现最佳的切削性能、生产率和加工部件的期望质量至关重要。
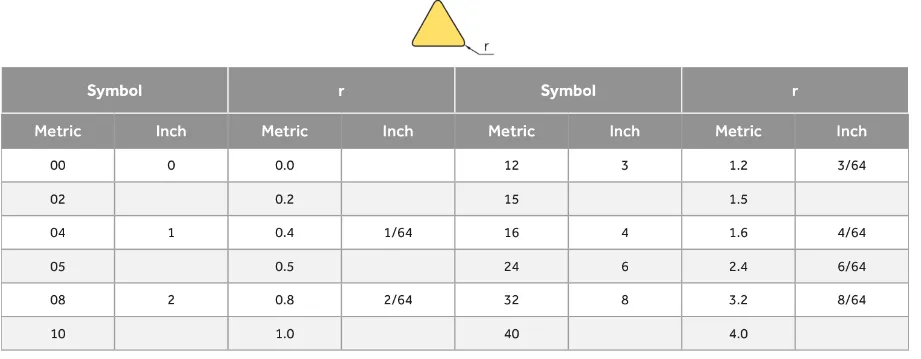
7.刀尖圆角半径 ▼

来到第7位,我们会遇到关于刀片半径的信息。
铣削刀片的半径对于实现精确和高效的加工操作具有重要意义,同时能够将半径应用于您的切削。较小的半径倾向于更精细的切削/精加工,而较大的半径则由于刀片角的强度而更适合重型去除金属。
半径还会影响刀片的切削力、切屑控制、刀具寿命和表面光洁度。根据特定的加工要求和材料仔细考虑合适的机头半径对于实现铣削操作中的最佳性能、刀具寿命和表面光洁度至关重要。
8. 刀刃信息 ▼

铣刀刀片ISO第8位通常提供了关于刀刃信息。
铣削刀片的刃口准备是指在铣削操作中使用刀片之前有意地对其刃口进行额外处理。它包括应用特定的处理或涂层来提高刀片的性能和耐用性。
通过仔细选择和应用适当的刀刃技术,机械师可以提高加工性能、生产率和刀具寿命,同时保持高质量的表面光洁度和尺寸精度。

9. 左手刀片,右手刀片 ▼

铣刀刀片切削刃的方向或方向及其相应的形状。
它决定了在铣削过程中,刀片是设计为右手(顺时针)旋转还是左手(逆时针)旋转。
使用具有正确手向的刀片对于获得高效和精确的加工结果至关重要。

10. 断屑槽设计 ▼

第10位体现了刀片破屑设计。
铣削刀片的断屑设计是指在铣削过程中,在刀片的表面和切削刃上特殊设计的几何形状,有助于控制切屑的形成。
它在切屑控制中起着至关重要的作用,降低了切屑堵塞、刀具卡主和积屑瘤的形成。
设计良好的断屑设计对于确保平稳可靠的加工过程至关重要。

总结 ▼
了解铣削刀片的ISO代码就像破译一种秘密语言,它是成功铣削操作和刀具选择的关键。
代码的每一位都提供了对刀片形状、尺寸、公差和材料等级的宝贵见解。
通过揭示每个部分背后的含义,机械师可以自信地选择合适的铣削刀片,确保与加工设置的兼容性,并在性能,精度和刀具寿命方面实现预期的结果。
有了这些知识,您已经准备好解码铣削刀片ISO代码,并解锁您铣削加工的潜力。

END
往期回顾(点击图片)




干 货 大 全 :
⌈ 产 品 100+ 系 列 ⌋倒角环 | 防掉刀柄 | 丝锥取断器 | 车床去毛刺 | 浮动刀柄 | 刀尖位置测定器 | 机床U轴系统 | 钻+正反倒 | 日本的XEBEC毛刷
⌈ 技 术 篇 系 列 ⌋ 零件加工 | 孔加工 | 丝锥断了的原因 | 钛合金 | 钻头如何稳定 | 交叉孔 | 刀柄接口| 选择锯条 |刀具材料分类 | 铣削螺纹加工 | 提高车削表面的光洁度|区分螺纹方向 | 材料热处理 | 刀具几何参数 | 钢件材料 | CBN刀具|Capto刀柄接口 | 材料为什么要热处理 | 什么是超声波加工 | 什么是珩磨工艺 | 扩孔加工工艺 | 阶梯镗削和平衡切削 | 振动对加工的影响 | 跳动对刀柄的影响 | 镗孔加工考虑哪些因素 | HSK和其他刀柄的区别 | 硬质合金VS高速钢 | 数控车刀一文解读 | 钛合金凭什么这么难切 | 陶瓷刀具介绍 | 镗削工艺 | 切削热到底如何解决
⌈ 品 牌 故 事 ⌋ 山特维克Sandvik | 伊斯卡ISCAR|钨马URMA|号恩HORN |米克朗MIKRON |威汉Wiha |日本YAMAWA|山崎马扎克Mazak | 玫瑰塑胶ROSE PLASTIC | 哈斯HASS |穆格精密工具 | OSG | NS TOOL | 安卡机床 | 倍锐特(Böhlerit)| SFS集团斯特劳 | TYROLIT 泰利莱 | 联合磨削 | 霍夫曼集团 | HELLER机床 | PDT滚轮 | 哈默机床 | Rego-Fix | Fraisa 佛雷萨 | 瑞士阿格顿 | Dormer | 日本日立 | 埃莫克法兰肯 | 日本NT | 森拉天时(Ceratizit)|瓦尔特 |Haimmer | Bilz 比尔兹 | D'ANDREA 丹得瑞 |AMEC |Wohlhaupter 沃好特 |中国台湾普慧




点击“阅读原文” 可以看看我们10万+文章
点赞
收藏
分享

