在数控加工领域,螺旋线是极具代表性的复杂轨迹——小到螺纹、蜗杆,大到异形曲面、涡轮叶片,都离不开螺旋线的精准控制。今天我们通过一段宏程序代码,拆解螺旋线的生成逻辑,让新手也能看透背后的“数学+控制”原理!
代码逐行拆解:螺旋线是如何“长”出来的?
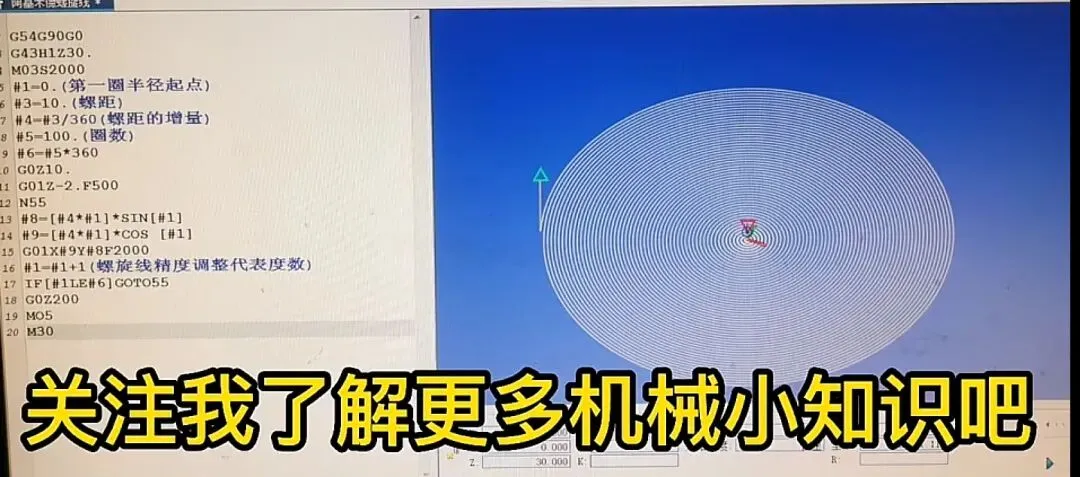
先看这段加工螺旋线的宏程序(以FANUC系统为例),我们逐行解析关键指令与变量作用:
G54G90G0 // ① 工件坐标系+绝对编程+快速移动(基础准备)
G43H1Z30. // 刀具长度补偿,Z轴快速到安全高度Z30
M03S2000 // 主轴正转,转速2000r/min
#1=0. (第一圈半径起点) // ② 定义变量#1:角度起始值(初始0°)
#3=10. (螺距) // 变量#3:每圈沿Z轴移动的距离(螺距10mm)
#4=#3/360 (螺旋的增量) // 变量#4:每度对应Z轴的增量(一圈360°,故每度Z轴走10/360mm)
#5=100. (圈数) // 变量#5:要加工的总圈数(100圈)
#6=#5*360 // 变量#6:总角度数(100圈×360°=36000°)
G0Z10. // 快速移动到Z10(接近加工的起始高度)
G01Z-2.F500 // ③ 直线插补下到Z-2,进给速度500mm/min(开始螺旋加工)
N55 // 程序段号:宏程序循环的“起点标记”
#8=[4*#1]*SIN[#1] // ④ X坐标计算:极坐标转直角坐标(假设半径为4mm,X=半径×sin(角度))
#9=[4*#1]*COS[#1] // Y坐标计算:Y=半径×cos(角度)
G01X#9Y#8F2000 // 直线插补到(X#9,Y#8),进给速度2000mm/min
#1=#1+1 // 角度每次增加1°(控制螺旋精度)
IF[#1LE#6]GOTO55 // ⑤ 循环判断:若角度#1≤总角度#6,跳回N55继续循环(直到走完100圈)
G0Z200 // 加工结束,Z轴快速抬到安全高度Z200
M05 // 主轴停止
M30 // 程序结束
螺旋线的数学原理:极坐标如何“转”成机床运动?
螺旋线的本质是“极坐标随角度旋转,同时Z轴线性移动”的运动合成。我们可以用“圆的参数方程+Z轴螺距”理解:
- 平面轨迹(X-Y面):以原点为圆心,假设半径为
"R"(代码中用
"4"表示),则任意角度
"θ"对应的坐标为:
X = R \cdot \sin\theta, \quad Y = R \cdot \cos\theta
(这就是代码中
"#8"和
"#9"的计算逻辑!)
- Z轴轨迹:每旋转一圈(360°),Z轴沿轴向移动一个螺距
"P"(代码中
"P=10")。因此,每旋转1°,Z轴移动的距离为
"P/360"(即代码中
"#4 = #3/360")。
宏程序的核心是“循环+变量”:通过
"#1"(角度)从0°到36000°(100圈)逐步递增,每一步计算当前角度下的X、Y坐标,并用
"G01"直线插补到该点,最终“画”出连续的螺旋线。
螺旋线加工的应用场景:从日常零件到高端制造
螺旋线编程不止是“练代码”,更是解决实际生产痛点的关键:
1. 螺纹/蜗杆加工:普通三角螺纹、梯形螺纹的本质是“圆柱面上的螺旋线槽”。宏程序可通过控制
"螺距"和
"圈数",精准生成螺纹轨迹(比G32/G92更灵活,适合非标螺纹)。多头蜗杆的“多线螺旋”,也可通过修改
"半径"和
"圈数"实现高效编程。
2. 异形曲面加工:涡轮叶片、模具型腔的“螺旋扫描”轨迹,需严格控制
"角度步长"和
"Z轴进给",宏程序通过变量实时计算坐标,保证曲面光滑度。
3. 工艺优势:相比“分段直线/圆弧拟合”,宏程序生成的螺旋线无接刀痕、效率高、精度可控(通过调整
"#1"的步长,可平衡速度与表面质量)。
写过宏程序的朋友都知道,“小错误导致撞机/废品”太常见!螺旋线加工要注意这几点:
- 单位统一:
"螺距"、
"半径"的单位必须与机床坐标系一致(通常为
"mm"),否则会出现“Z轴飞车”或“尺寸偏差”。
- 循环终止条件:
"IF[#1LE#6]GOTO55" 中,
"#6"必须是“总角度”(圈数×360°),否则会提前终止或死循环。
- 进给速度匹配:Z轴和XY轴的进给(
"F500"和
"F2000")需根据刀具、材料调整,避免“震刀”或“拖刀”。
- 安全距离:Z轴快速移动(
"G0Z10")和加工进给(
"G01Z-2")的高度差要留足安全间隙,防止刀具与工件碰撞。
试着修改代码中的参数,观察螺旋线的变化:
- 把
"#3=10"改成
"#3=5",螺距变小,螺旋线更“密”;
- 把
"#5=100"改成
"#5=50",圈数减少,螺旋线更“短”;
- 把
"#8"和
"#9"中的
"4"改成
"6",半径变大,螺旋线“扩张”……
你还想了解哪些数控技巧?是圆柱螺旋线的圆弧拟合?还是复杂曲面的宏程序编制?留言区告诉我
螺旋线编程是数控宏程序的“缩影”——用数学公式驱动机床运动,让复杂轨迹变得可量化、可控制。从模仿这段代码开始,逐步掌握“参数化编程”思维,你会发现:数控加工的“天花板”,其实是你的创造力边界!
(关注我,后续解锁更多数控干货:从基础G代码到高阶宏程序,从零件加工到产线优化,陪你从入门到精通~
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
