在数控加工中,四棱台这类带斜面的复杂形状,手动编程要反复计算每层Z深度对应的X/Y坐标,不仅费时间,还容易出错。而 宏程序 凭借“变量自动计算+循环切削”的特性,能高效解决这类问题。今天我们就以图中四棱台为例,手把手解析宏程序的编程逻辑!
四棱台加工痛点:手动编程太“反人类”
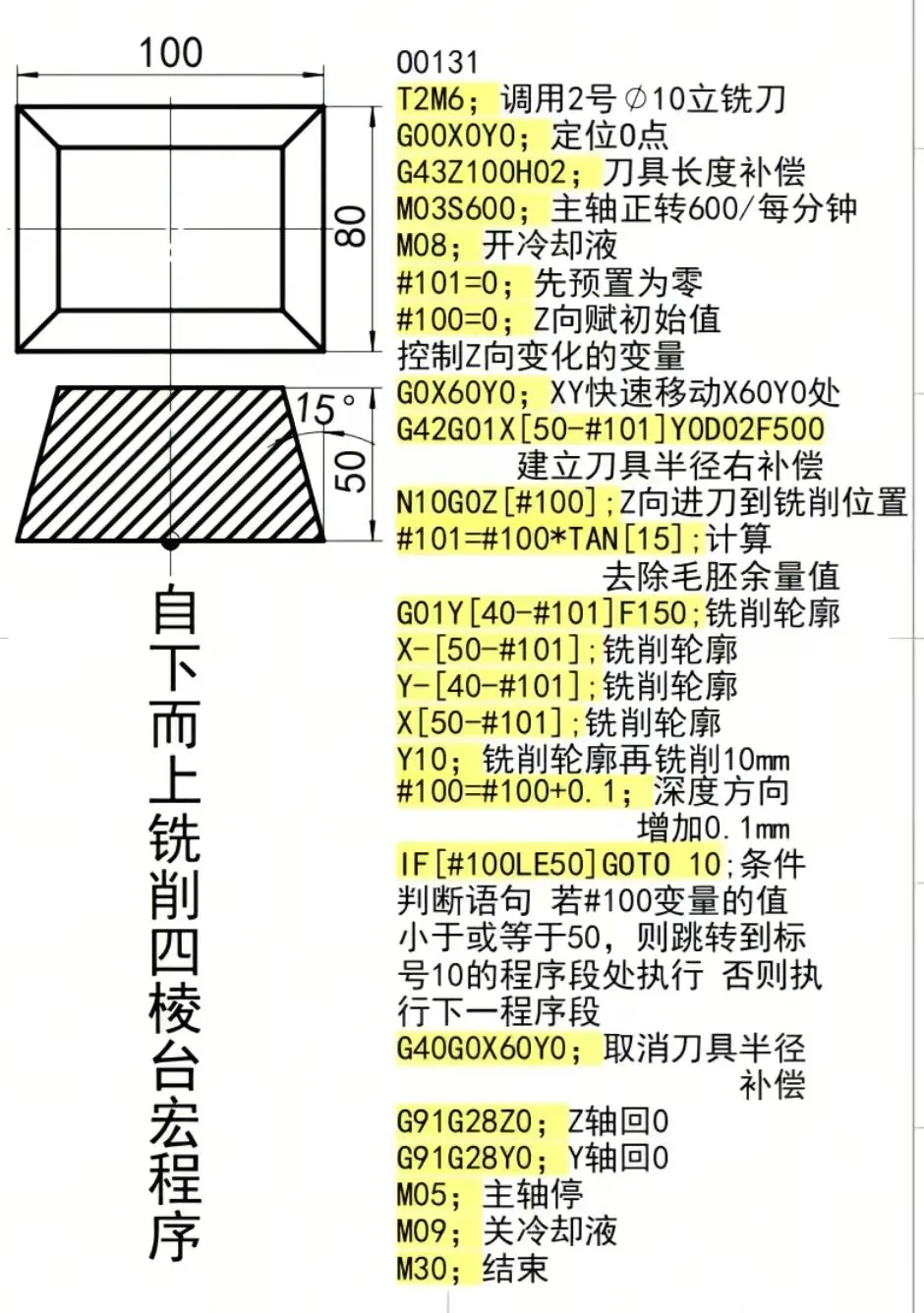
看图纸(上图):四棱台是“上小下大”的梯形结构,侧面有15°斜面。手动编程时,每加深一层Z向切削,就要重新计算X/Y方向的收缩量(因为斜面角度固定,Z越深,X/Y越往里缩),几十层下来,计算量爆炸,还容易算错……
宏程序的核心逻辑:“变量+循环”解放双手
宏程序的精髓是 用变量动态控制加工参数,再通过循环语句自动重复切削。就像给机床装了个“智能大脑”,让它自己算坐标、走路径!
1. 刀具与初始定位:准备干活
T2M6; 调用2号φ10立铣刀 (换刀:T2选刀,M6换刀动作)
G00X0Y0; 定位到工件原点 (快速移动到加工基准点)
G43Z100H02; 刀具长度补偿 (补偿刀具长度,安全移动到Z100高度)
M03S600; 主轴正转600转/分钟 (启动主轴,给切削动力)
M08; 开冷却液 (喷切削液,降温+润滑,延长刀具寿命)
2. 变量初始化:给机床“定规矩”
#101=0; 预置为零 (变量#101存X/Y方向偏移量,初始没偏移)
#100=0; Z向赋初始值 (变量#100控Z向深度,从0开始下刀)
3. 切入准备:找对“下刀点”
G0X60Y0; XY快速移动到X60Y0处 (靠近工件,准备下刀)
G42G01X[50-#101]Y0D02F500 建立刀具半径右补偿
-
"G42" 是刀具半径右补偿(告诉机床:铣刀右边要留补偿量,避免欠切)。
-
"D02" 是刀具半径补偿寄存器(需提前设置:φ10立铣刀半径是5,所以D02设5)。
-
"X[50-#101]" 是“动态坐标”:因为四棱台有15°斜面,Z向下切时,X要往里缩(缩多少?看后面计算)。
4. 循环切削:一层一层“啃”出四棱台
这是核心!通过循环+变量更新,让机床自动加深切削,直到达到目标深度。
N10 G0Z[#100]; Z向进刀到铣削位置 (快速下到Z#100高度,准备切削)
#101=#100*TAN[15]; 计算斜面偏移量 (关键!用Z深度×tan(15°),得到X/Y要收缩的距离)
G01Y[40-#101]F150; 铣削Y方向轮廓 (进给到Y40-#101,形成斜面)
X-[50-#101]; 铣削X方向左侧轮廓 (左移到-(50-#101),对称切削)
Y-[40-#101]; 铣削Y方向另一侧轮廓 (下移到-(40-#101),封闭轮廓)
X[50-#101]; 铣削X方向右侧轮廓 (右移到50-#101,完成一层轮廓)
Y10; 铣削轮廓再延伸10mm (工艺细节:确保切削覆盖完整区域)
#100=#100+0.1; 深度方向增加0.1mm (下一层Z深度+0.1)
IF[#100LE50]GOTO 10; 条件循环 (如果Z深度≤50,跳回N10继续切;否则结束循环)
💡 重点理解
"#101=#100*TAN[15]":
四棱台侧面是15°斜面,“Z向下切的距离”和“X/Y向内收缩的距离”满足正切关系(tanθ=对边/邻边)。这里θ=15°,邻边是Z深度(#100),对边就是X/Y收缩量(#101),所以 #101 = Z深度 × tan(15°)。
G40G0X60Y0; 取消刀具半径补偿 (G40取消补偿,避免后续碰撞)
G91G28Z0; Z轴回参考点 (相对坐标回零,回到机床原点)
G91G28Y0; Y轴回参考点 (同理)
M05; 主轴停止 (关主轴)
M09; 关冷却液 (停切削液)
M30; 程序结束 (机床复位)
宏程序的优势:一次编程,处处可用
- 变量灵活:改角度(比如把15°改20°)、改深度(50→60)、改进给(F150→F200),只需改几个参数,不用重写程序。
- 循环省力:IF语句让机床自动重复切削,几百层也不用手动写代码,效率翻倍。
- 通用性强:换个尺寸的四棱台?改初始X/Y长度(比如100→120)、收缩量计算逻辑,就能复用这套程序。
实际生产加工中
1. 刀具半径补偿别忘设:D02要对应刀具实际半径(φ10刀→D02=5),否则会欠切/过切。
2. 角度与三角函数匹配:tan(15°)≈0.2679,机床计算时要确保三角函数模式正确(一般用度数模式)。
3. 进给/转速匹配材料:切铝用高转速+高进给,切钢则降低转速+减小进给,避免刀具崩刃。
宏程序就像数控加工的“作弊码”——把重复劳动丢给机床,咱们只管优化参数!学会这一招,四棱台、斜面槽、凸台这类复杂形状都能轻松搞定~
👉 你在加工中遇到过哪些“手动编程要疯”的形状?评论区吐槽/提问,一起解锁更多宏程序技巧!
(关注我,下期拆解“圆弧斜面宏程序”,让你的编程技能再升一级~)