在模具制造、航空航天、汽车零部件等领域,复杂曲面的精密加工始终是技术难点。传统“分层切削+抬刀”方式易产生接刀痕、效率低,而阿基米德螺旋线加工凭借“连续切削、无接刀痕、效率高”的优势,成为曲面加工的“黄金方案”。今天我们结合实例,拆解其编程逻辑与实操要点!
阿基米德螺旋线:“数学之美”走进工业制造
阿基米德螺旋线的数学定义是「极坐标下,半径 r随角度 θ 线性增长」,公式为 r= a×θ ( a 为常数)。在数控加工中,它的核心价值是:
- 连续切削:相比传统“分层下刀+抬刀”,螺旋线轨迹让刀具“一圈圈往下走”,减少空行程,避免分层接刀痕;
- 平滑过渡:适合复杂曲面(如模具分型面、叶片型面)的轮廓加工,提升表面光洁度;
- 参数灵活:通过调整螺旋角度、分层深度,适配不同材料(铝、钢)和刀具(球刀、立铣刀)。
实例拆解:带凹半圆型腔的阿基米德螺旋铣削
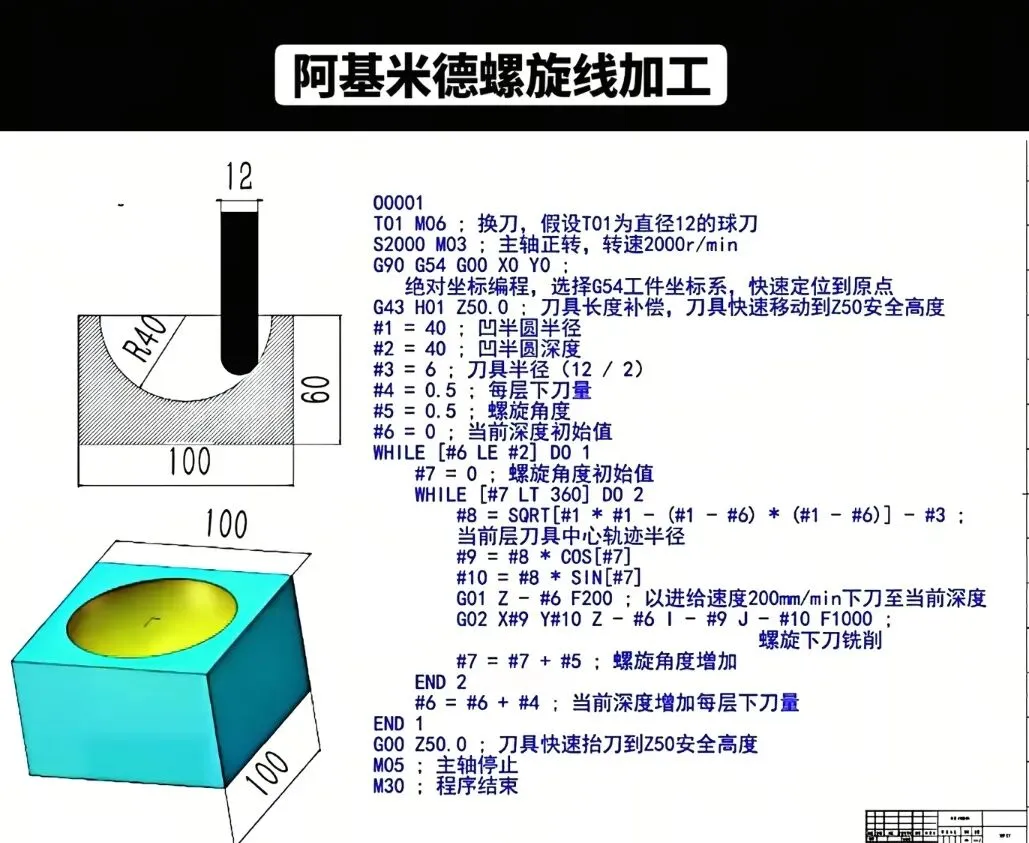
先看加工对象:一个100×100×60的方块,顶部有半径40、深度40的凹半圆(见下图)。我们用φ12球刀,通过宏程序实现“螺旋下刀+分层切削”。
1. 零件与刀具分析
- 工件:100×100×60方块,顶部凹半圆(半径 R=40 ,深度 H=40 );
- 刀具:φ12球刀(半径 r=6 ),适合曲面精加工;
- 核心逻辑:分层(控制深度)+ 螺旋(控制角度),让刀具沿阿基米德螺旋线轨迹切削。
2. 数控程序逐行解析(附关键注释)
O0001 ; 程序号(程序唯一标识)
T01 M06 ; 换刀:调用T01号刀具(φ12球刀)
S2000 M03 ; 主轴:正转,转速2000r/min
G90 G54 G00 X0 Y0 ; 绝对坐标+G54工件坐标系+快速定位到原点
G43 H01 Z50.0 ; 刀具长度补偿:快速移动到Z50安全高度(防撞刀)
#1=40 ; 凹半圆半径(编程时用变量,方便修改)
#2=40 ; 凹半圆深度(总切削深度)
#3=6 ; 刀具半径(φ12球刀半径=12/2=6)
#4=0.5 ; 每层下刀量(控制分层精度,越小表面越好)
#5=0.5 ; 螺旋角度增量(每层螺旋转过的角度,决定“圈密疏”)
#6=0 ; 当前深度初始值(从0开始,逐步增加到#2)
WHILE [#6 LE #2] DO 1 ; 外层循环:当前深度#6 ≤ 总深度#2时,重复分层切削
#7=0 ; 螺旋角度初始值(每层从0°开始螺旋)
WHILE [#7 LT 360] DO 2 ; 内层循环:螺旋角度#7 < 360°时,重复螺旋切削
#8=SQRT[#1*#1 - (#1-#6)*(#1-#6)] - #3 ; 核心:计算刀具中心轨迹半径
#9=#8*COS[#7] ; 极坐标转直角坐标:X方向
#10=#8*SIN[#7] ; 极坐标转直角坐标:Y方向
G01 Z-#6 F200 ; 直线插补:以200mm/min进给,下刀到当前深度(Z=-#6)
G02 X#9 Y#10 Z-#6 I-#9 J-#10 F1000 ; 顺时针圆弧插补:螺旋切削
; 注:I/J是圆心相对于起点的X/Y偏移,此处由螺旋线参数自动计算
#7=#7+#5 ; 螺旋角度增加(每层转#5度,直到360°)
END 2 ; 内层循环结束(完成一层螺旋切削)
#6=#6+#4 ; 当前深度增加(下刀#4深度,进入下一层)
END 1 ; 外层循环结束(完成所有分层)
G00 Z50.0 ; 快速抬刀到Z50安全高度
M05 ; 主轴停止
M30 ; 程序结束
3. 关键逻辑:“几何计算+循环控制”
- 刀具中心半径计算: \#8 = \sqrt{#1^2 - (#1-#6)^2} - #3 原理:凹半圆的“剩余高度”为 #1-#6 (总深度 #1 减去已加工深度 #6 ),根据勾股定理,刀具中心到凹半圆圆心的水平距离为 \sqrt{#1^2 - (剩余高度)^2} ,再减去刀具半径 #3 ,即为刀具中心到编程原点的距离(轨迹半径)。
- 双层循环(DO1/DO2):
- 外层
"WHILE [#6 LE #2]":控制“分层深度”,从0到总深度40,每层下刀0.5;
- 内层
"WHILE [#7 LT 360]":控制“螺旋角度”,每层转360°(即完整一圈),角度增量0.5°,让轨迹更平滑。
实际加工中技巧:从编程到加工的“避坑指南”
1. 刀具选择:球刀适合曲面加工(无棱边,贴合曲面),但需注意刀具半径补偿(G43)与编程一致;若用立铣刀,需考虑“行切”或“环切”逻辑。
2. 参数调试:
- 每层下刀量 #4 :越小表面越好,但效率低(建议0.1~0.5,看材料和机床刚性);
- 螺旋角度 #5 :越小螺旋越密,轨迹越平滑,但计算量更大(建议0.1~1°)。
3. 安全要点:
- 刀具长度补偿(G43):必须提前测量刀具长度,避免Z向撞刀;
- 工件坐标系(G54):加工前校准工件零点,防止X/Y向偏移;
- 安全高度(Z50):高于工件最高点,留足抬刀空间。
拓展应用:从模具到航空航天的“万能解法”
- 模具行业:注塑模/压铸模的分型面、镶件槽,螺旋铣削减少应力集中,避免分层痕;
- 航空航天:叶片、整体叶盘的复杂曲面,阿基米德螺旋线的“平滑性”完美匹配型面轮廓;
- 汽车制造:发动机缸体、缸盖的曲面加工,提升效率与精度(比传统加工快30%+)。
阿基米德螺旋线加工,是数学理论与工业实践的完美结合——它让数控编程跳出“直线+圆弧”的局限,用“连续轨迹”实现高效、高精加工。掌握宏程序与螺旋线逻辑,不仅能解决复杂曲面难题,更能打开“智能制造”的新思路。
下期我们将揭秘多轴联动加工的黑科技,带你解锁更前沿的制造技术!关注,获取更多干货~