在数控加工中,面对各种复杂形状的零件加工,掌握合适的编程技巧至关重要。今天我们来深入分析一个椭圆凸台铣削的数控程序实例,帮助大家理解宏程序在数控加工中的应用思路。
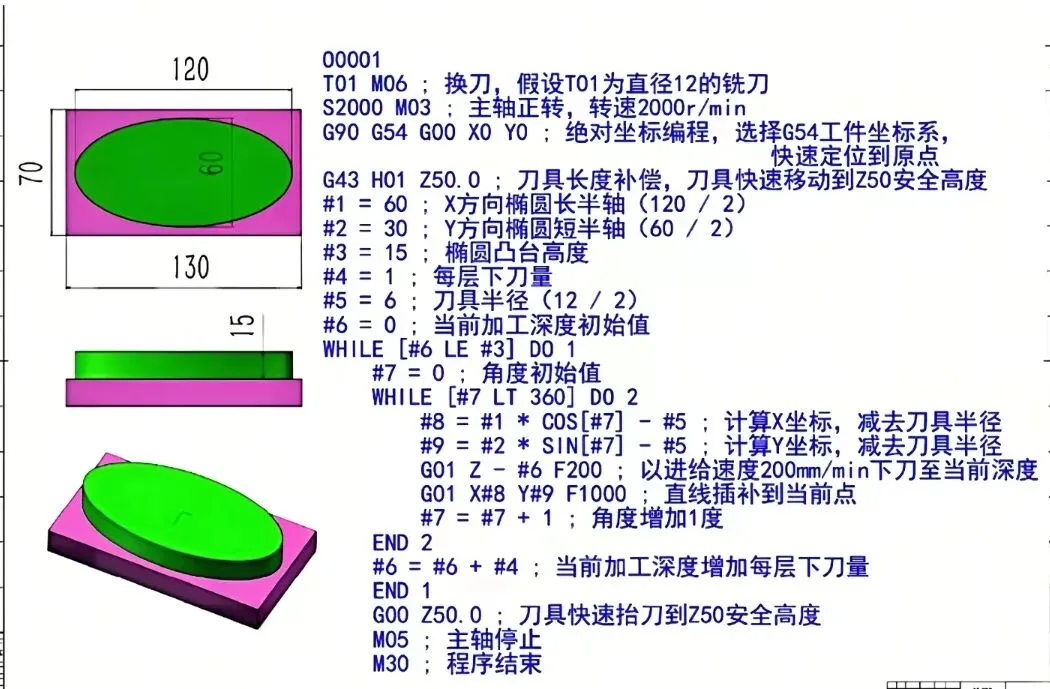
从图中可以看到,我们需要加工的是一个绿色椭圆柱在粉色基座上的凸台结构:
- 整体尺寸:基座长130mm,宽70mm,凸台区域椭圆长轴120mm,短轴60mm
- 凸台高度:15mm
- 铣刀:假设使用直径12mm的立铣刀(T01)
程序逐段解析:每一行代码在做什么?
1. 程序开头与准备指令
O0001 ; 程序号,用于标识这个数控程序
T01 M06 ; 换刀指令:调用T01号刀具,并执行换刀动作
S2000 M03 ; 主轴正转,转速2000转/分钟
-
"O0001" 是程序的编号,方便后续管理和调用。
-
"T01 M06" 表示“调用1号刀具,并执行换刀”(M06是自动换刀指令)。
-
"S2000 M03" 中,
"S2000" 设定主轴转速为2000转/分,
"M03" 表示主轴正转(顺时针看主轴时的旋转方向)。
2. 坐标系与安全高度设置
G90 G54 G00 X0 Y0 ; 绝对坐标编程,选择G54工件坐标系,快速移动到X0 Y0位置
G43 H01 Z50.0 ; 刀具长度补偿,刀具快速移动到Z50.0的安全高度
-
"G90":绝对坐标编程——所有坐标值都相对于工件原点计算。
-
"G54":选择第1个工件坐标系(数控机床可设置多个坐标系,方便不同工件装夹)。
-
"G00":快速移动指令,让刀具以最快速度移动到指定位置(这里是X0 Y0)。
-
"G43 H01 Z50.0":
"G43" 是刀具长度补偿指令(用来补偿刀具实际长度与编程时的差异);
"H01" 调用1号刀具长度补偿值;
"Z50.0" 是安全高度(刀具抬升到这里,避免碰撞工件)。
3. 宏变量定义:给关键尺寸“起名字”
#1 = 60 ; X方向椭圆长半轴(120 / 2)
#2 = 30 ; Y方向椭圆短半轴(60 / 2)
#3 = 15 ; 椭圆凸台高度
#4 = 1 ; 每层下刀量
#5 = 6 ; 刀具半径(12 / 2)
#6 = 0 ; 当前加工深度初始值
- 宏程序(变量编程)的核心是用“变量名”代替具体数值,方便修改和重复利用。这里:
-
"#1":椭圆在X方向的长半轴(因为椭圆总长120,所以半轴是60)。
-
"#2":椭圆在Y方向的短半轴(椭圆总宽60,所以半轴是30)。
-
"#3":凸台需要加工的总高度(15mm)。
-
"#4":每层下刀的深度(每次切1mm深)。
-
"#5":刀具半径(12mm直径的刀,半径就是6mm)。
-
"#6":当前已经加工到的深度(从0开始,逐步增加到#3)。
4. 第一层循环:控制“加工深度”
WHILE [#6 LE #3] DO 1 ; 当当前深度#6 ≤ 总高度#3时,重复执行DO1到END1之间的代码
#7 = 0 ; 角度初始值(0度开始)
WHILE [#7 LT 360] DO 2 ; 内层循环:当角度#7 < 360度时,重复执行DO2到END2之间的代码
...
END 2 ; 结束内层循环(角度循环)
#6 = #6 + #4 ; 当前深度#6 增加 每层下刀量#4(比如第1次#6=0+1=1mm,第2次#6=1+1=2mm...直到≥15mm)
END 1 ; 结束外层循环(深度循环)
-
"WHILE ... DO ... END" 是数控宏程序里的循环指令,可以重复执行一段代码。
- 外层
"WHILE [#6 LE #3] DO 1":控制“纵向分层”——只要当前加工深度#6还没到总高度#3,就继续往下切一层。
- 内层
"WHILE [#7 LT 360] DO 2":控制“圆周插补”——在每一层深度上,要让刀具沿着椭圆的圆周走一圈(360度),所以用角度#7从0到359度循环。
5. 内层循环:椭圆轮廓的插补(关键!)
#8 = #1 * COS[#7] - #5 ; 计算X坐标,减去刀具半径(为了保证轮廓精度,刀具中心要偏移一个半径)
#9 = #2 * SIN[#7] - #5 ; 计算Y坐标,减去刀具半径(同理,中心偏移半径)
G01 Z - #6 F200 ; 以进给速度200mm/min下刀至当前深度(Z负方向,切到#6深度)
G01 X#8 Y#9 F1000 ; 直线插补到(X#8, Y#9)点,进给速度1000mm/min
#7 = #7 + 1 ; 角度#7增加1度,进入下一次角度循环
- 这部分是椭圆的参数方程应用:椭圆的标准参数方程是 x = a ×cosθ, y = b ×sinθ其中 a 是长半轴, b 是短半轴, θ是角度(0~360度)。
- 所以:
-
"#8 = #1 * COS[#7] - #5":先算出“理论上椭圆边缘的X坐标”,再减去刀具半径#5(因为刀具中心要沿“轮廓的内侧”或“外侧”走,这里是要铣出椭圆凸台,所以刀具中心要在轮廓内部,因此减去半径)。
-
"#9 = #2 * SIN[#7] - #5":同理,算出Y坐标并减去刀具半径。
-
"G01 Z - #6 F200":刀具以200mm/min的速度,下刀到当前深度
"-#6"(Z轴负方向,表示向下切削)。
-
"G01 X#8 Y#9 F1000":刀具以1000mm/min的速度,直线插补到(
"#8",
"#9")这个点——也就是沿着椭圆轮廓走一刀。
-
"#7 = #7 + 1":角度增加1度,下一刀就会切到下一个角度位置的点,最终形成完整的椭圆。
6. 循环结束后:抬刀、停主轴、程序结束
G00 Z50.0 ; 刀具快速抬到Z50.0的安全高度
M05 ; 主轴停止转动
M30 ; 程序结束
- 加工完所有层后,先用
"G00"快速把刀具抬回安全高度
"Z50.0"。
-
"M05" 让主轴停止旋转(避免空转浪费或安全隐患)。
-
"M30" 是数控程序的结束指令,执行后会复位机床、关闭冷却等(不同机床可能有细微差别)。
从这个例子能看出,用宏程序+参数方程加工椭圆的核心逻辑是:
1. 分层加工:把总深度拆成若干“层”,每层只切很薄的一刀(由#4每层下刀量控制),避免刀具负载过大。
2. 圆周插补:在每一层深度上,用“角度循环”让刀具沿着椭圆的圆周走一圈——通过参数方程(椭圆的长半轴、短半轴、角度)计算出每一个角度对应的X、Y坐标。
3. 刀具补偿:因为刀具有一定半径,要让刀具中心轨迹“偏移”半径距离,才能保证最终铣出的轮廓是我们想要的椭圆尺寸。
如果你是刚入门数控编程的新手,理解这个“分层+圆周插补”的思路,就能举一反三:无论是椭圆、正弦曲线、阿基米德螺旋线……只要是“曲线/曲面”,都可以拆成‘一层一层+一圈一圈’来切,再用宏程序的变量和循环来实现自动化编程~
希望这篇文章能帮你理清椭圆加工的编程逻辑,下次遇到类似零件,也能自信上手写程序啦!
关注我们,后续解锁更多数控编程干货~
(注:文中代码可根据实际机床系统、刀具参数等做适当调整;实际加工前建议先在仿真软件中验证程序安全性哦~)
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
