在机械加工领域,45号钢轴类零件因切削性能好、应用场景广,成为数控车床实操的经典案例。很多新手入门时会被工艺设计和编程指令劝退,其实只要理清逻辑、抓住重点,就能轻松上手。
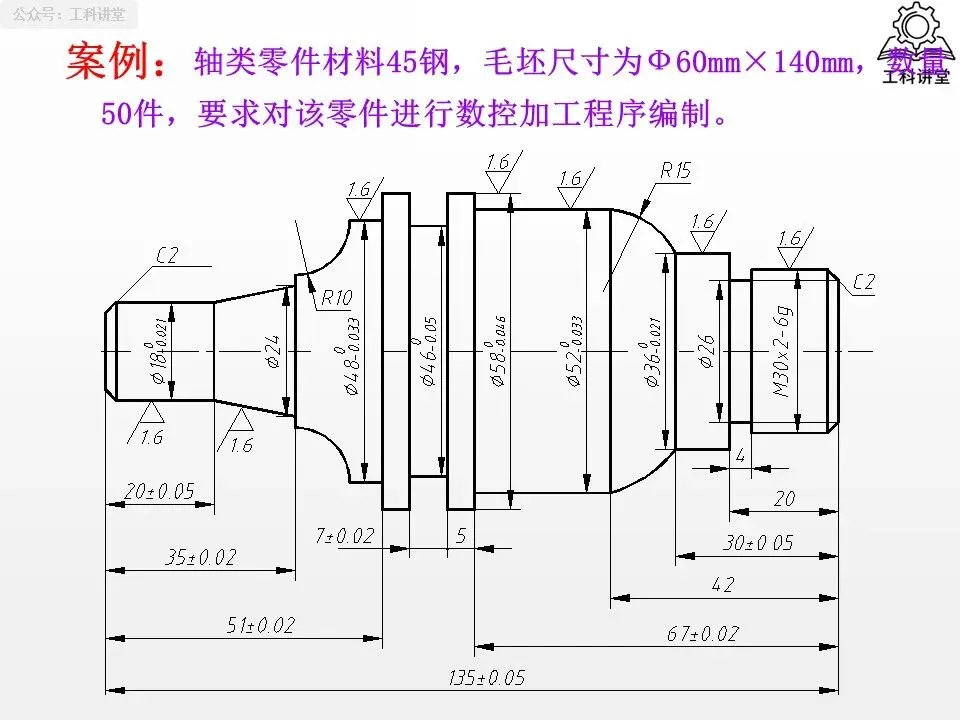
本文结合Ф60mm×140mm 的 45 钢轴类零件加工案例,搭配文末PPT讲义,带你了解轴类零件的加工和编程。
一、工艺前置
工艺是编程的基础,提前明确加工逻辑和参数,后续编程会事半功倍。这一步核心要解决 “能不能加工”“用什么加工”“怎么加工” 三个问题。
1.1 零件工艺可行性分析
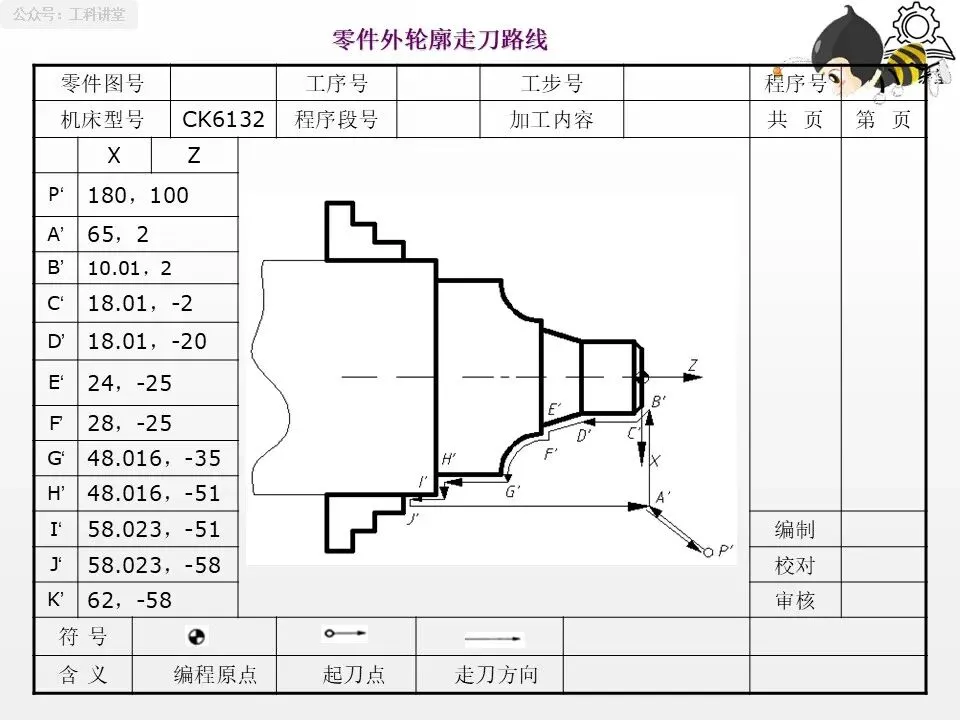
45 钢无热处理要求,切削性能优异,非常适合数控车削。从结构来看,零件包含螺纹、圆柱面、圆弧面、台阶槽等典型特征,尤其是 R15 外凸圆弧和内凹圆弧,完全匹配数控车床的加工优势。精度方面,IT7 级公差和 Ra1.6μm 的表面粗糙度,无需高端设备。
编程可行性上,零件尺寸标注完整,轴向以两端面为基准,径向以中轴线为基准,符合基准统一原则。唯一需要注意的是,编程前要将径向尺寸换算为对称标注形式,避免尺寸偏差。
1.2 加工方案精准匹配
装夹方式:采用三爪卡盘,利用零件圆柱形毛坯的特性,实现快速定位,无需专用夹具,降低操作难度。
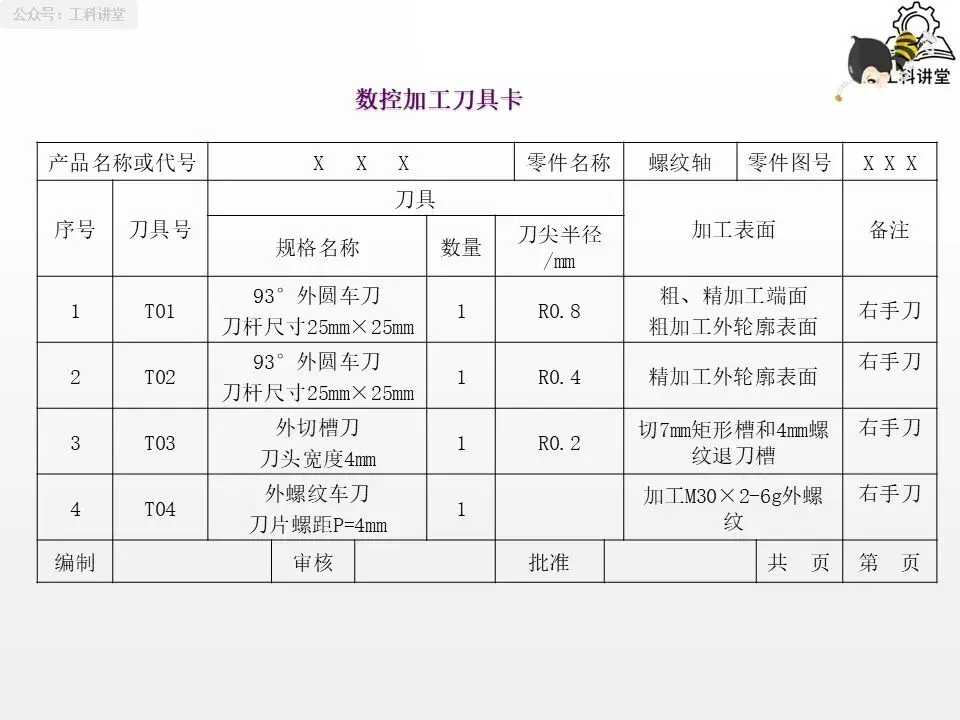
刀具搭配:根据加工需求选择 4 把刀 —— 粗精车端面及外圆用 93° 涂层硬质合金车刀(刀尖半径分别为 0.8mm 和 0.4mm),切槽用 4mm 宽切槽刀,车螺纹用 60° 外螺纹车刀(适配 P=2mm 螺距)。
1.3 切削用量科学选择
切削用量直接影响加工效率和质量,新手可直接参考以下参数:
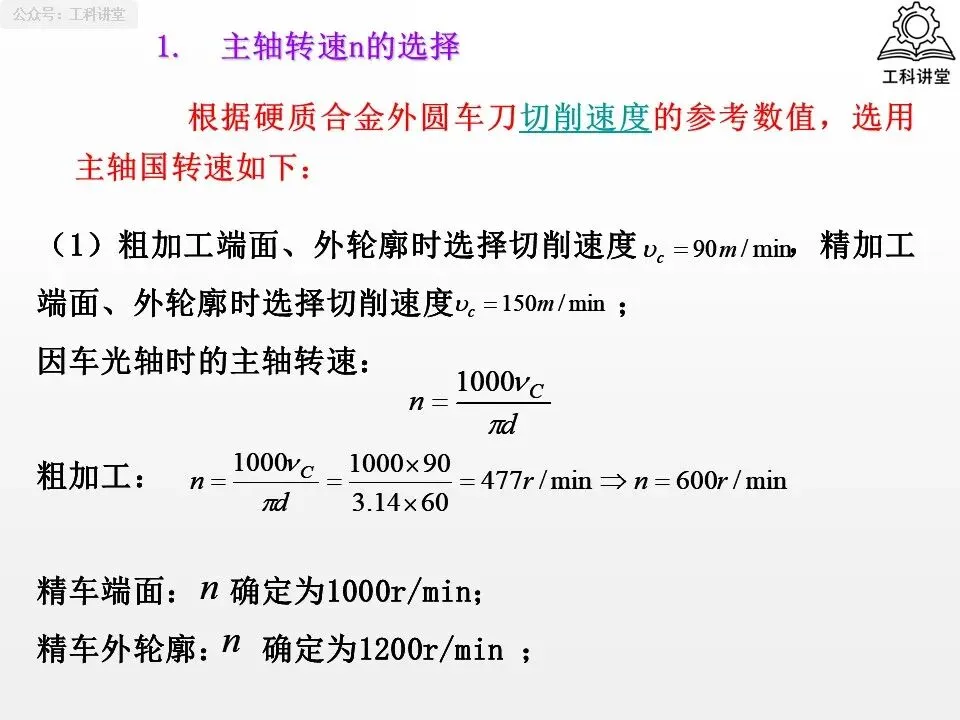
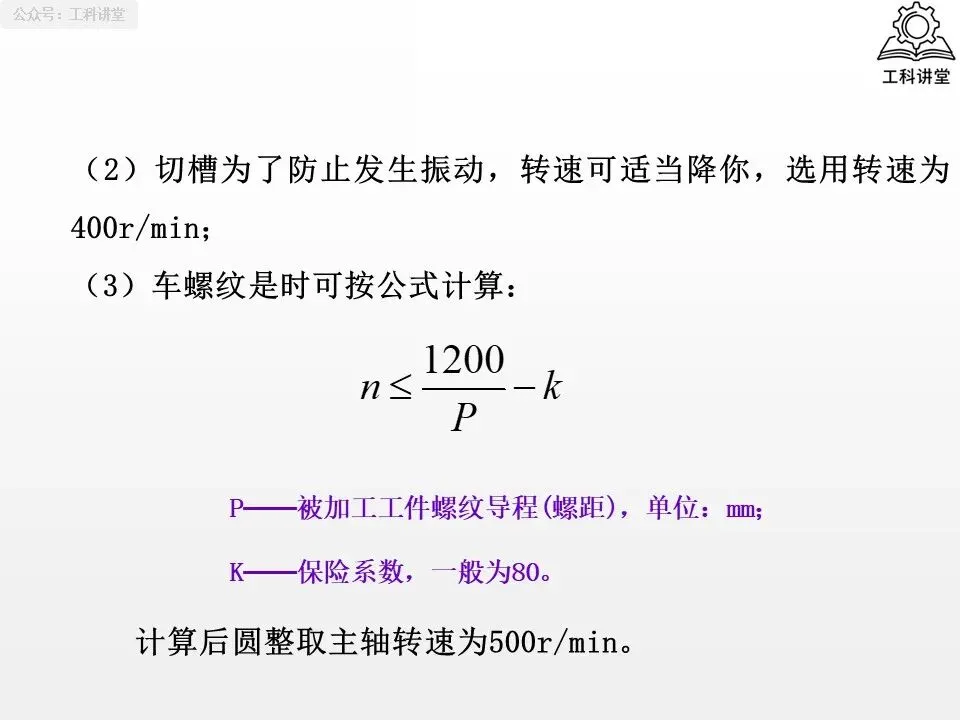
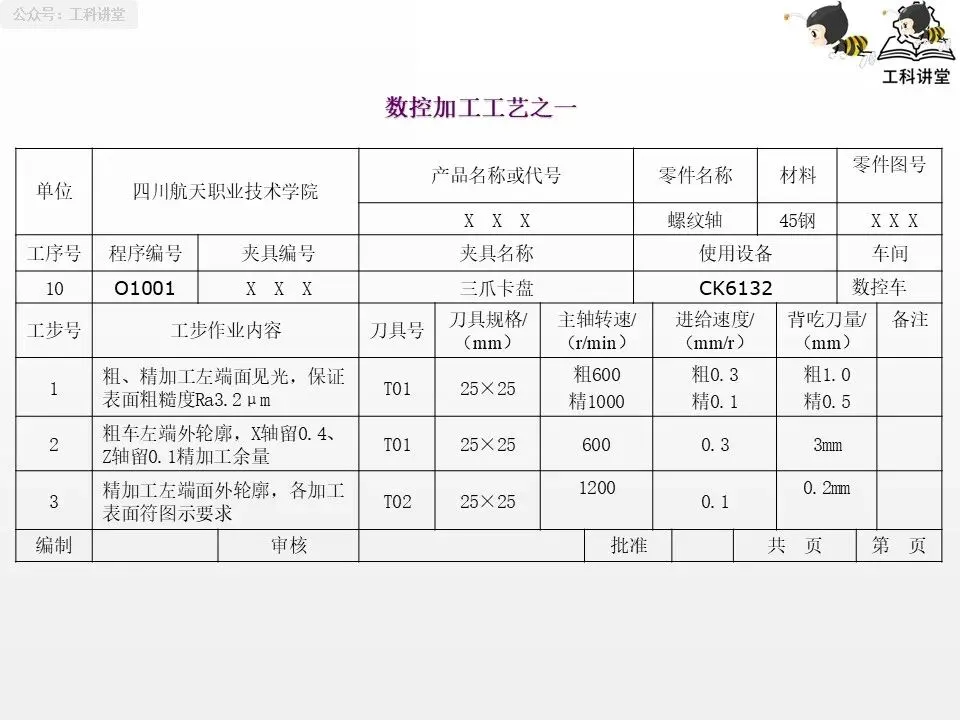
主轴转速:粗加工端面及外圆 600r/min,精加工 1000-1200r/min,切槽 400r/min(防振动),车螺纹 500r/min(按公式计算后圆整)。
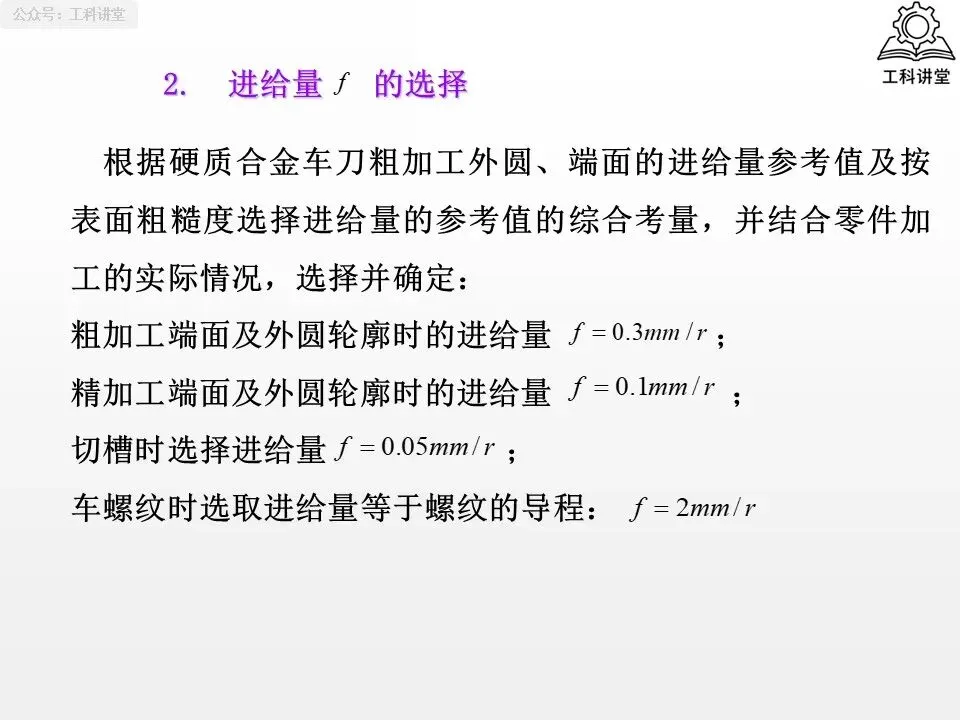
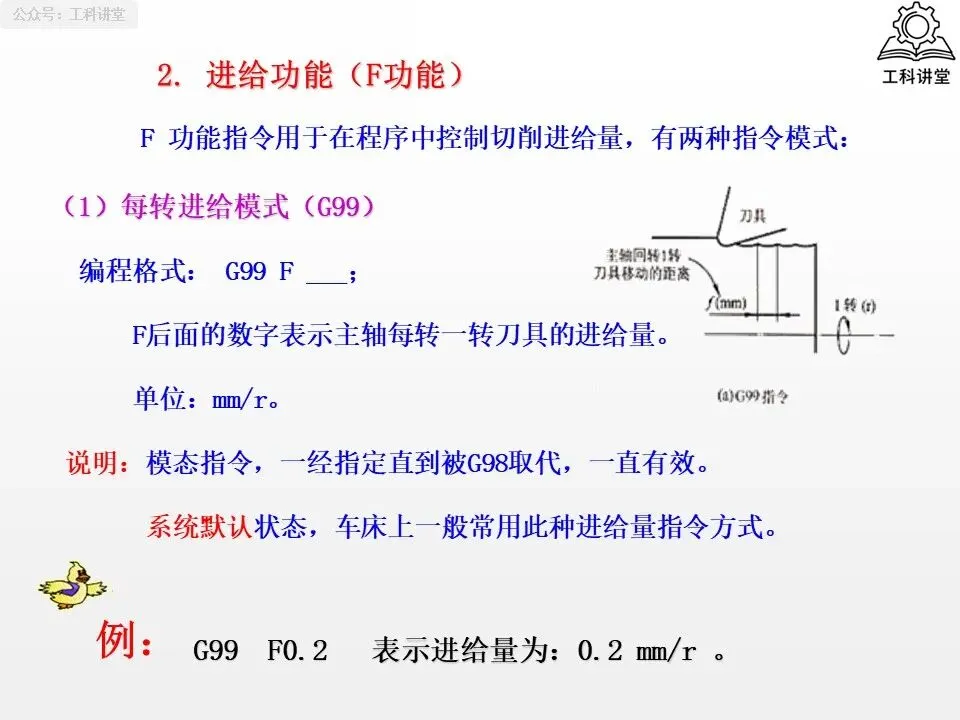
进给量:粗加工 0.3mm/r,精加工 0.1mm/r,切槽 0.05mm/r,车螺纹进给量等于导程(2mm)。
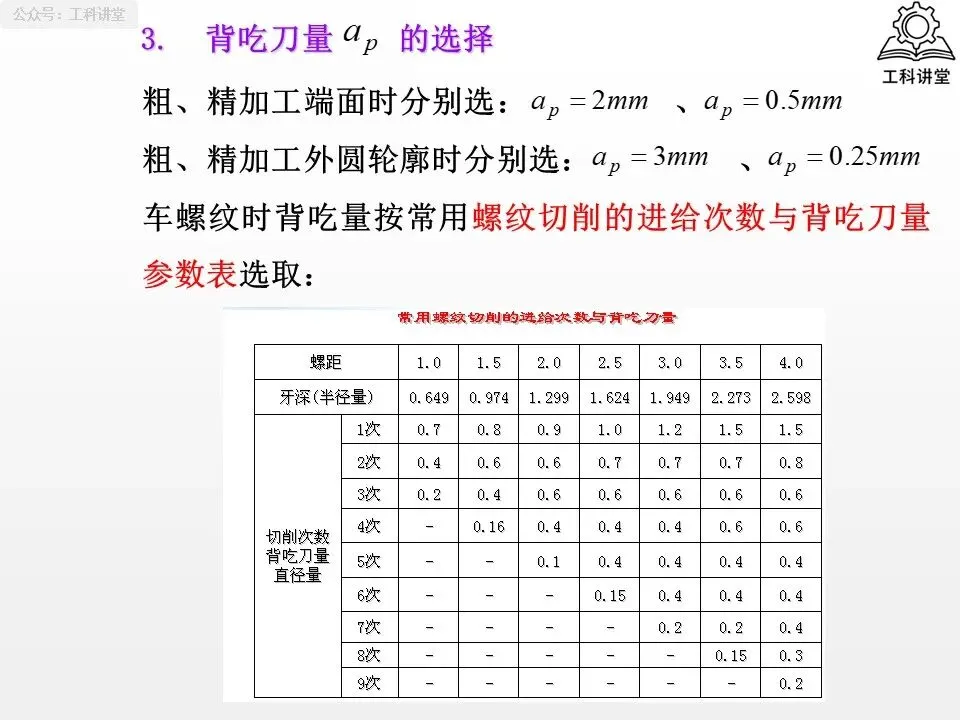
背吃刀量:粗加工外圆 3mm、端面 1.0mm,精加工均为 0.2-0.5mm;车螺纹按螺距 2mm 对应的参数表分次进给,避免一次性切削量过大损坏刀具。
二、编程核心
掌握核心指令和循环逻辑,就能摆脱 “逐点编程” 的繁琐,高效完成编程。以下重点拆解常用指令和完整实例,兼顾理论和实操。
2.1 核心编程指令速记
新手无需死记所有指令,重点掌握这几组即可:
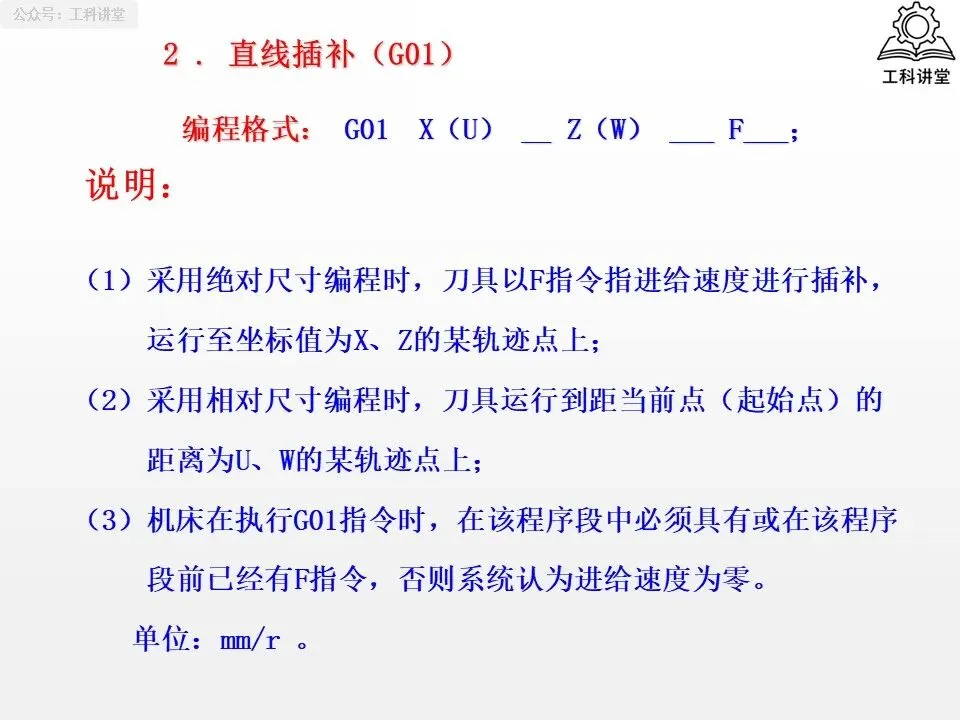
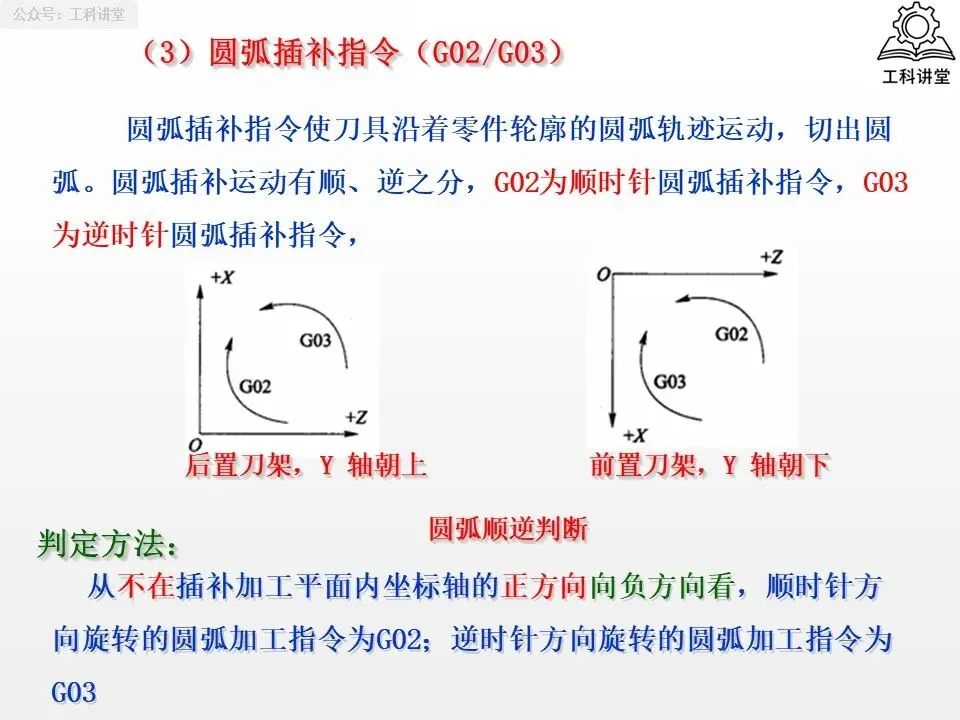
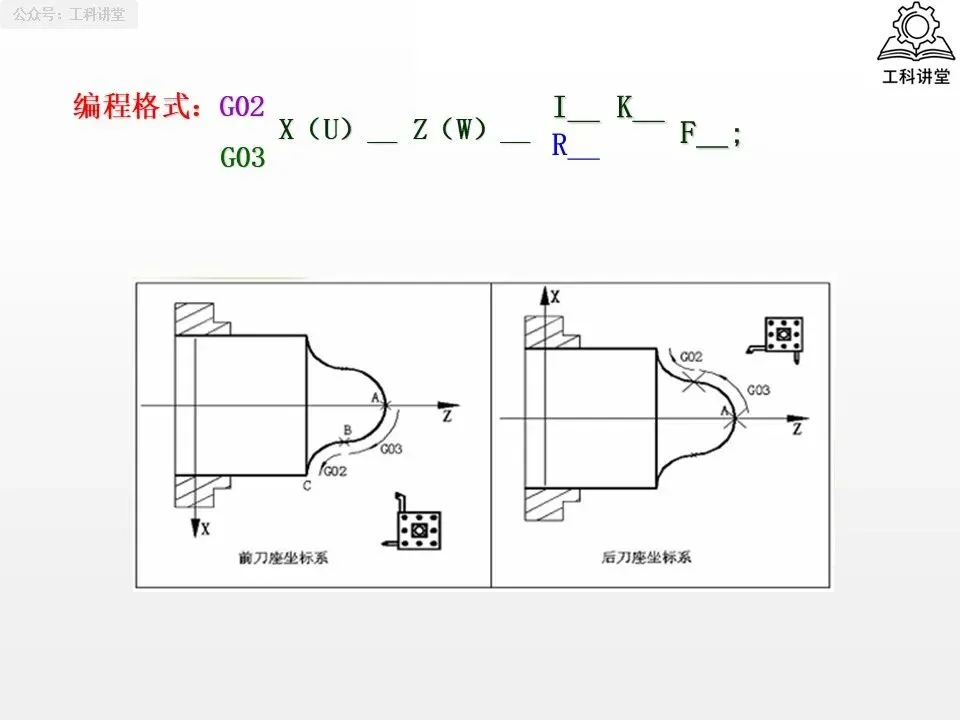
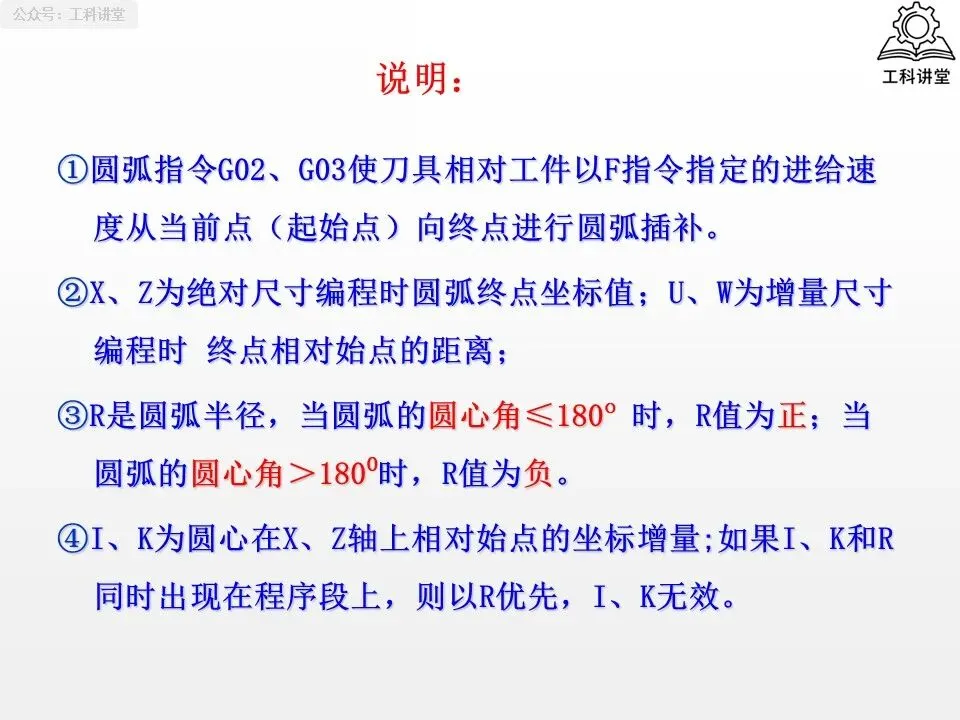
基础指令:G00(快速定位)、G01(直线插补)、G02/G03(圆弧插补,顺时针 / 逆时针),是构成零件轮廓的基础。
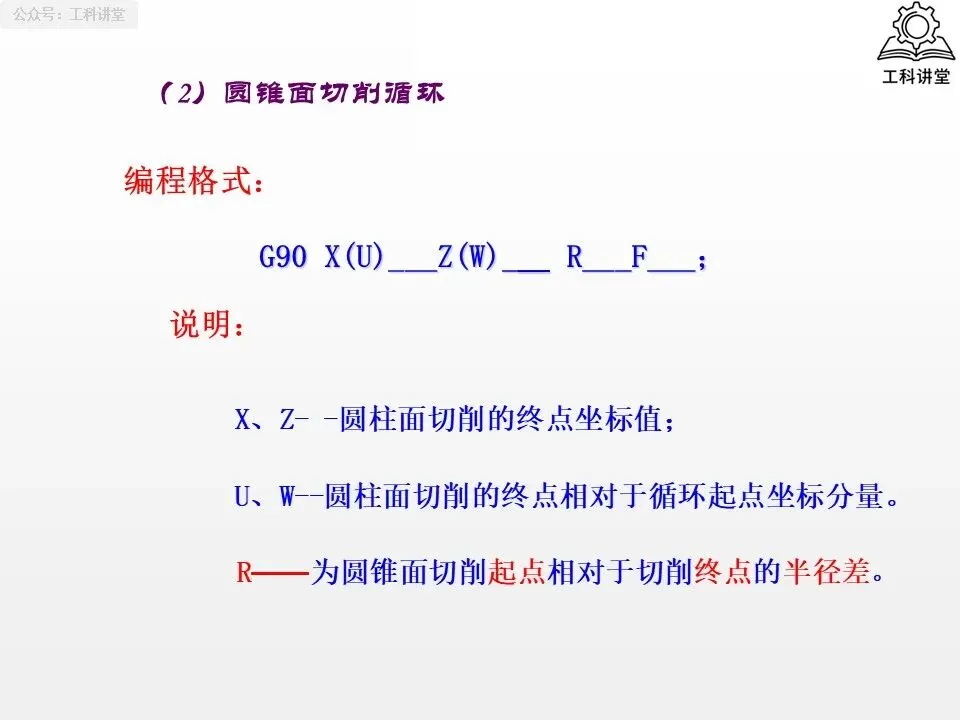
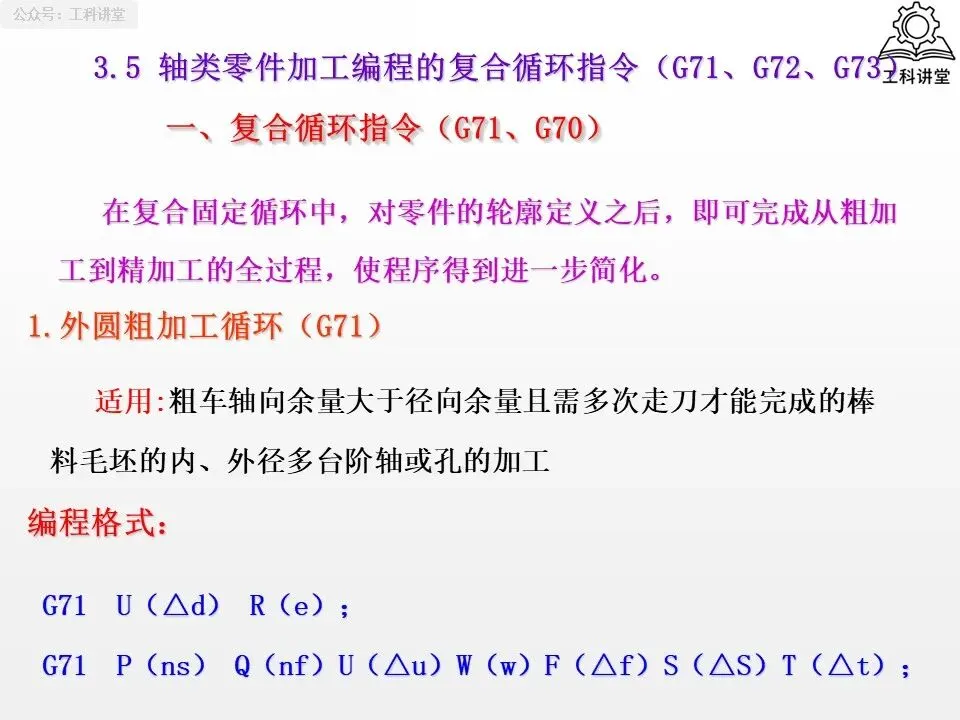
循环指令:G71(外圆粗加工循环)、G70(精加工循环),能大幅简化粗加工编程,减少代码量;G92(螺纹车削循环),适配 M30×2-6g 螺纹加工。
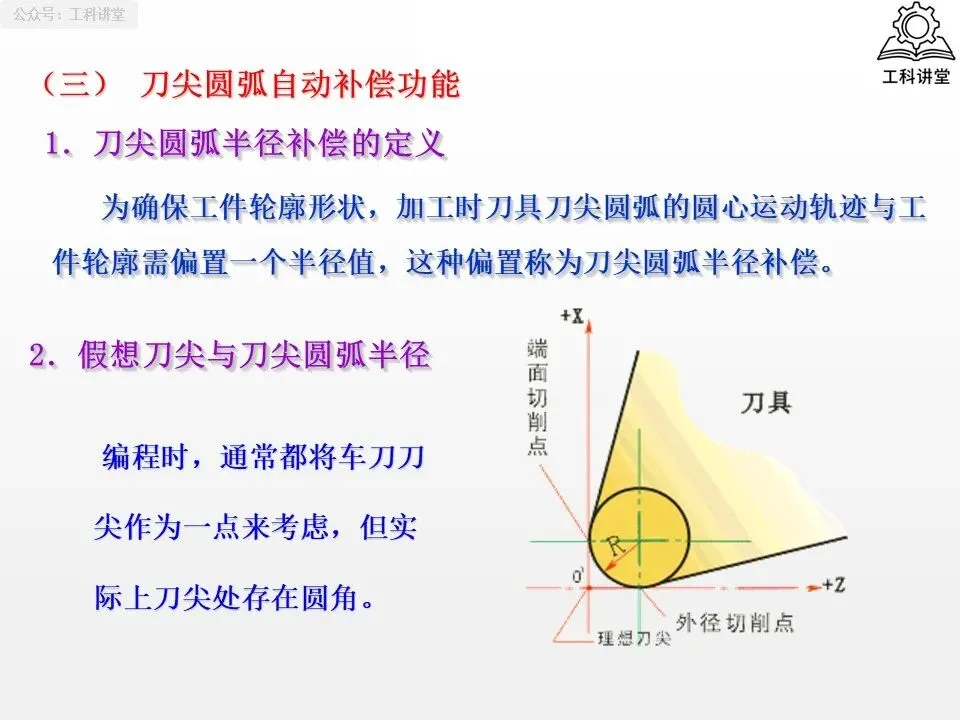
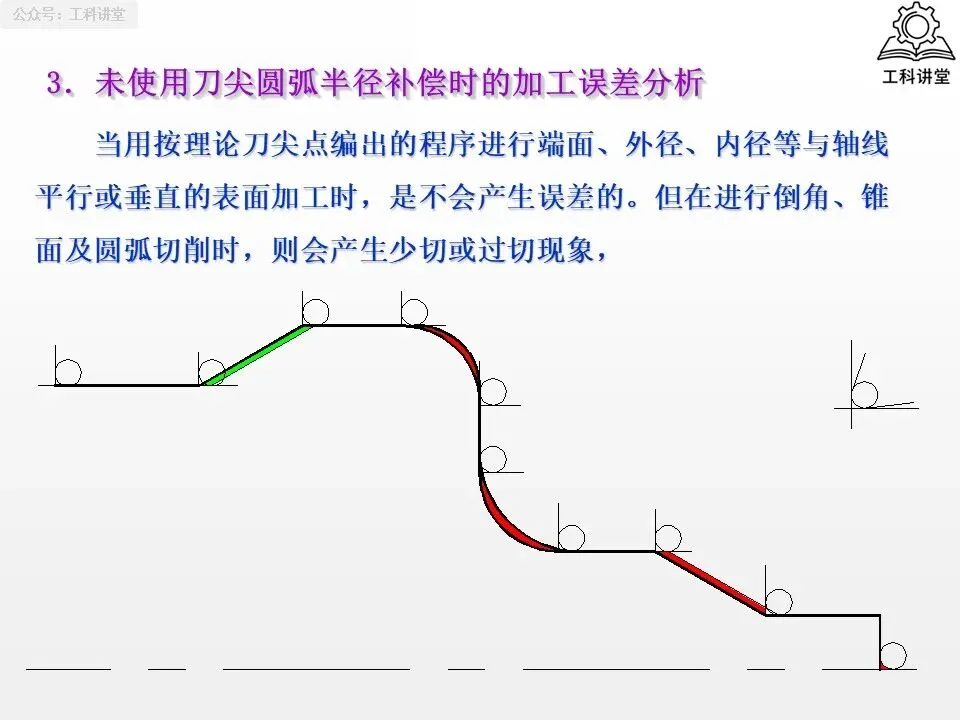
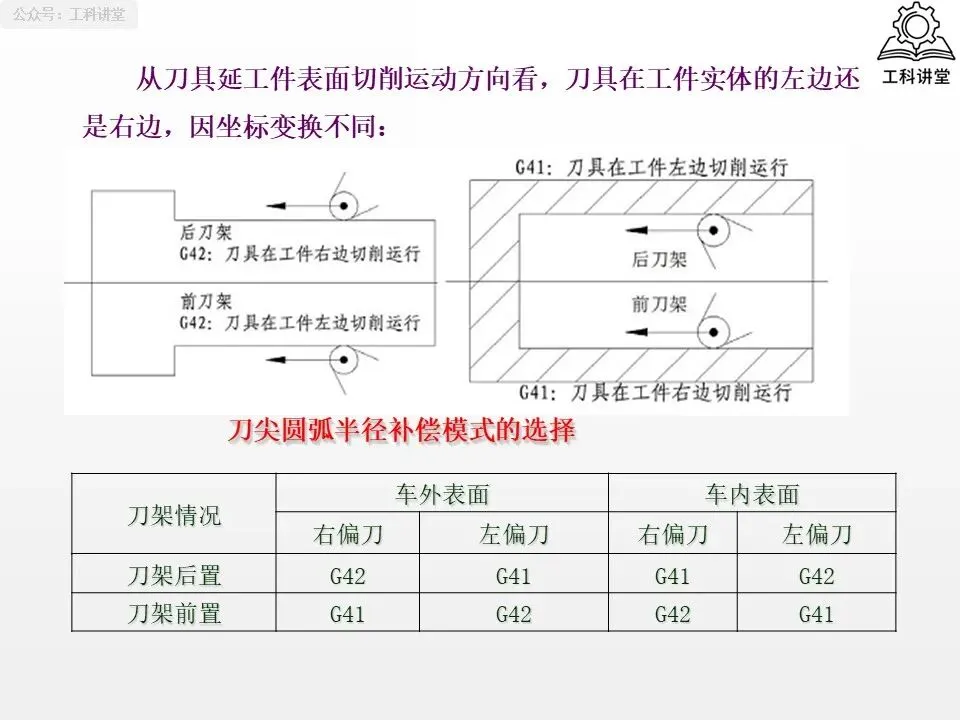
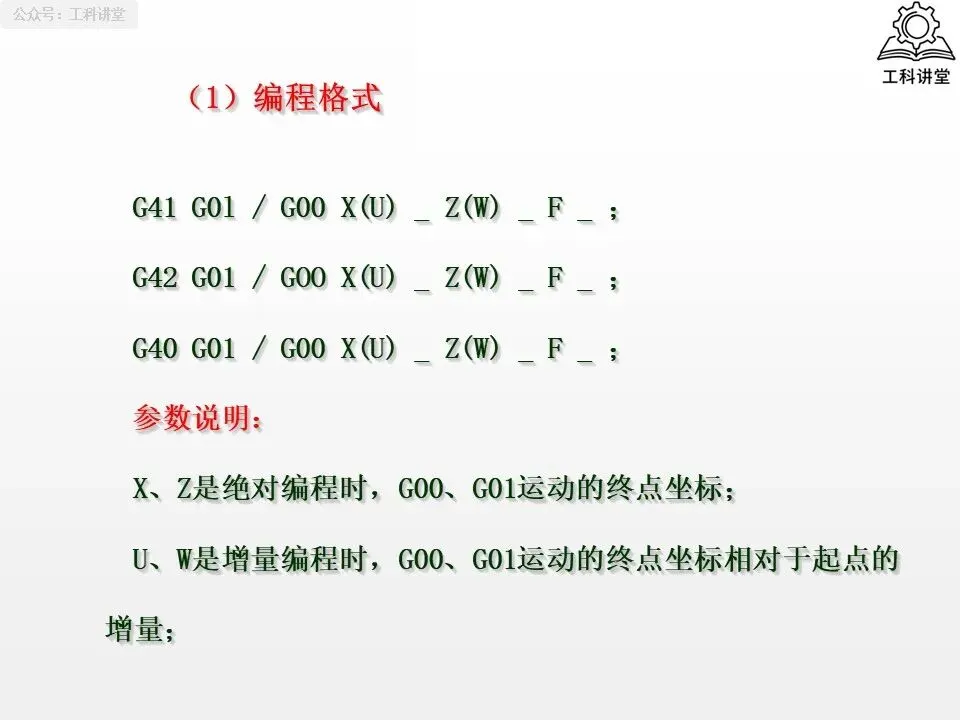
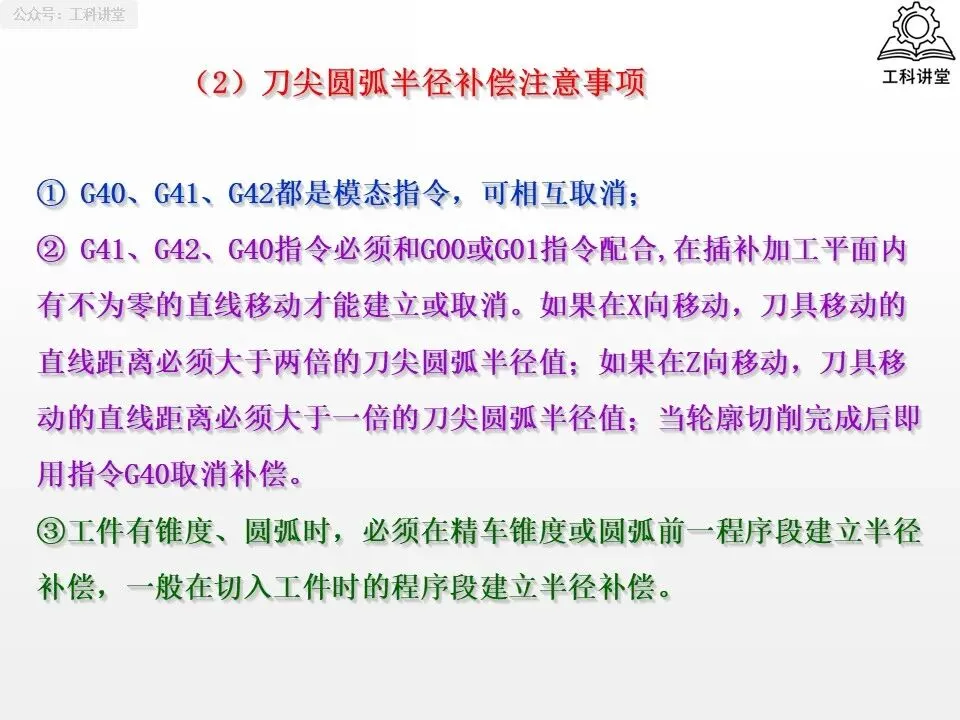
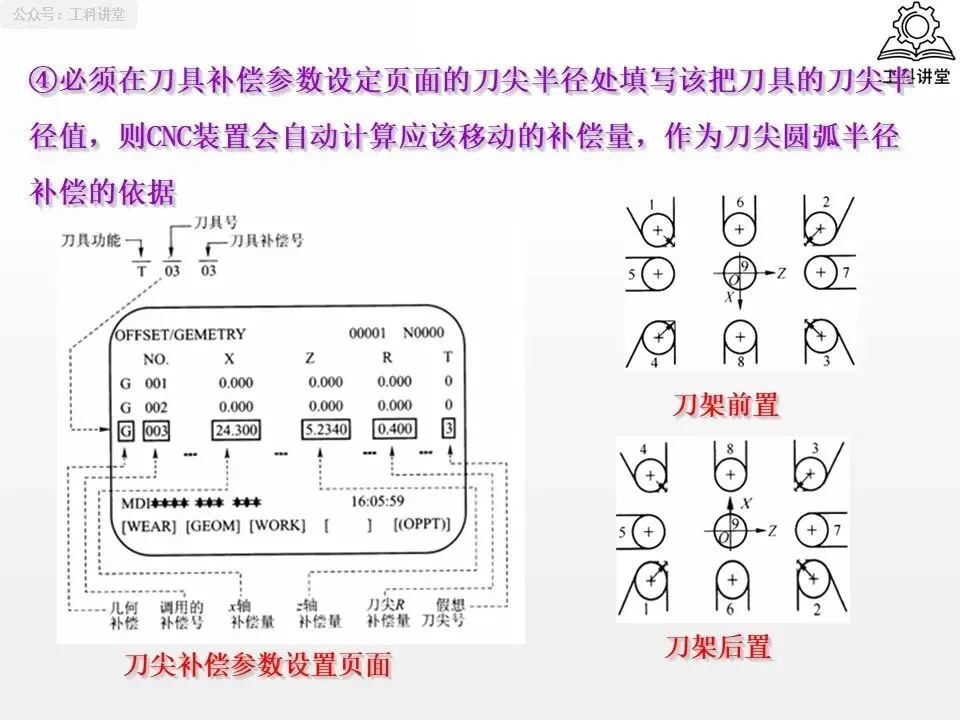
辅助指令:G41/G42/G40(刀尖圆弧半径补偿),避免圆弧加工时出现过切或少切,新手务必记得启用。
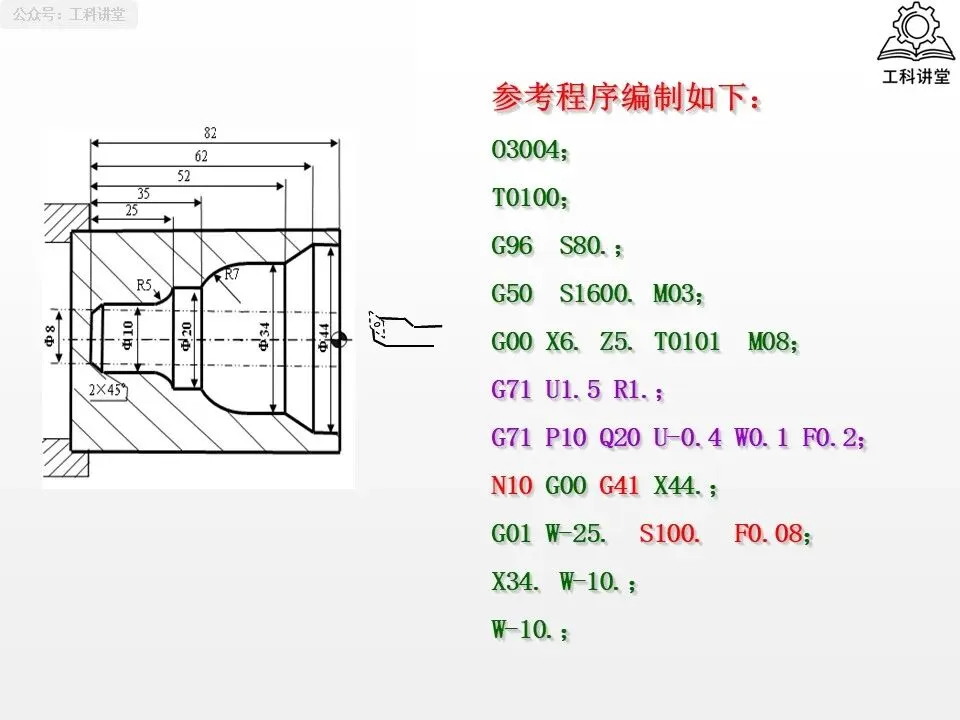
2.2 完整编程实例拆解
以零件左侧加工(程序 O1001)为例,新手可直接套用逻辑:
初始化设置:T0101(调用 1 号刀及补偿)、G97 S600 M03(恒转速模式、主轴启动)、G00 X62 Z5 M08(刀具快速到位、开冷却液)。
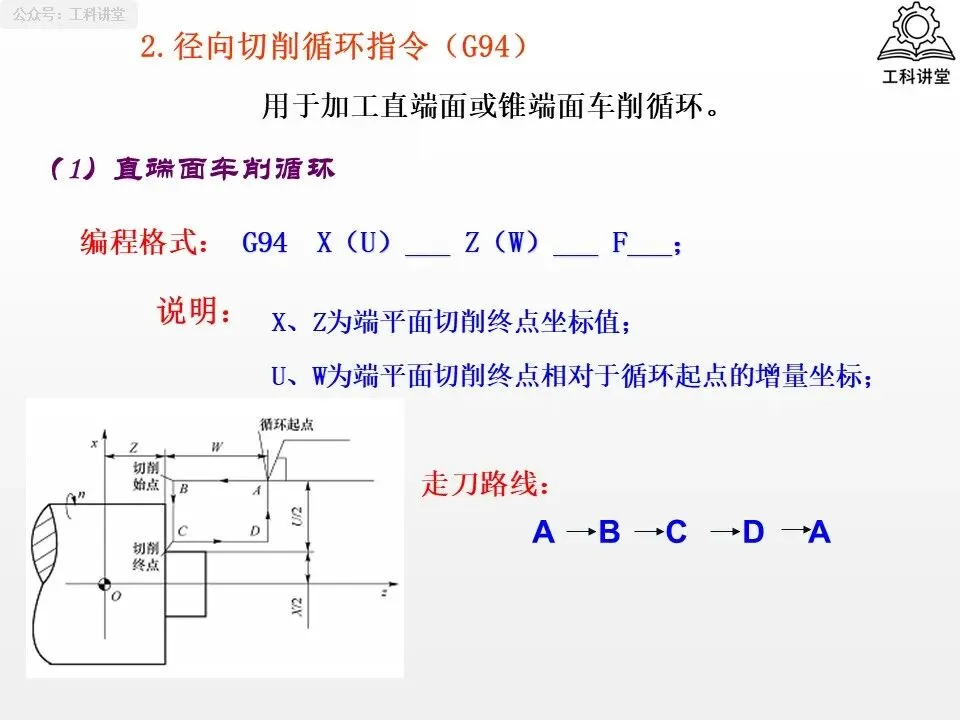
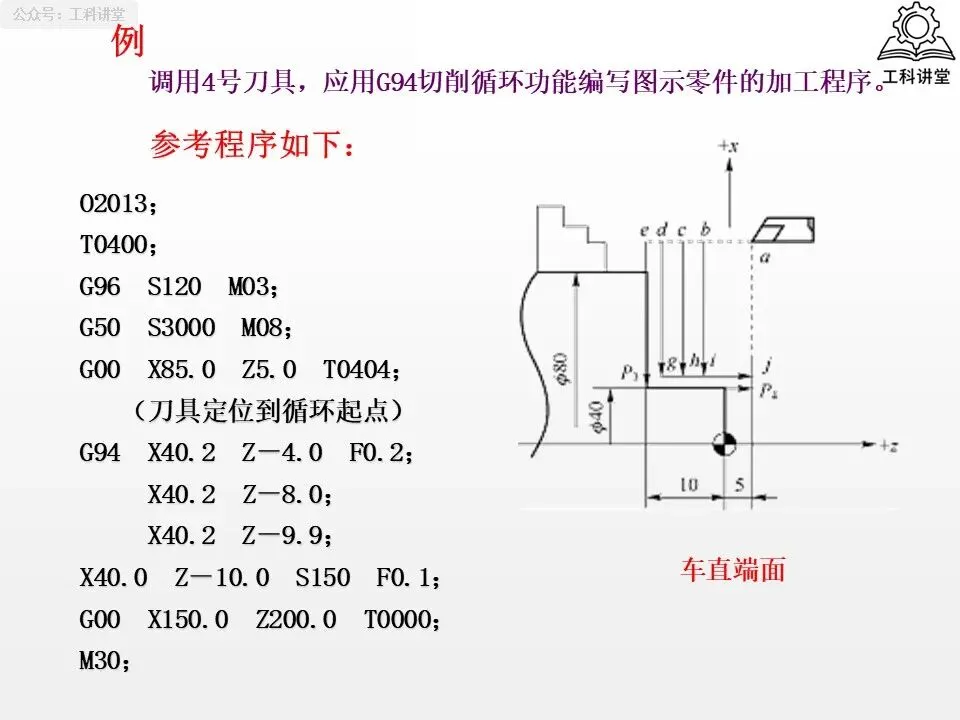
端面加工:G94 X-1 Z1.5 F0.3(粗车端面),逐步递减 Z 值至 0,最后以 S1000 F0.1 精车端面,保证 Ra3.2μm 粗糙度。
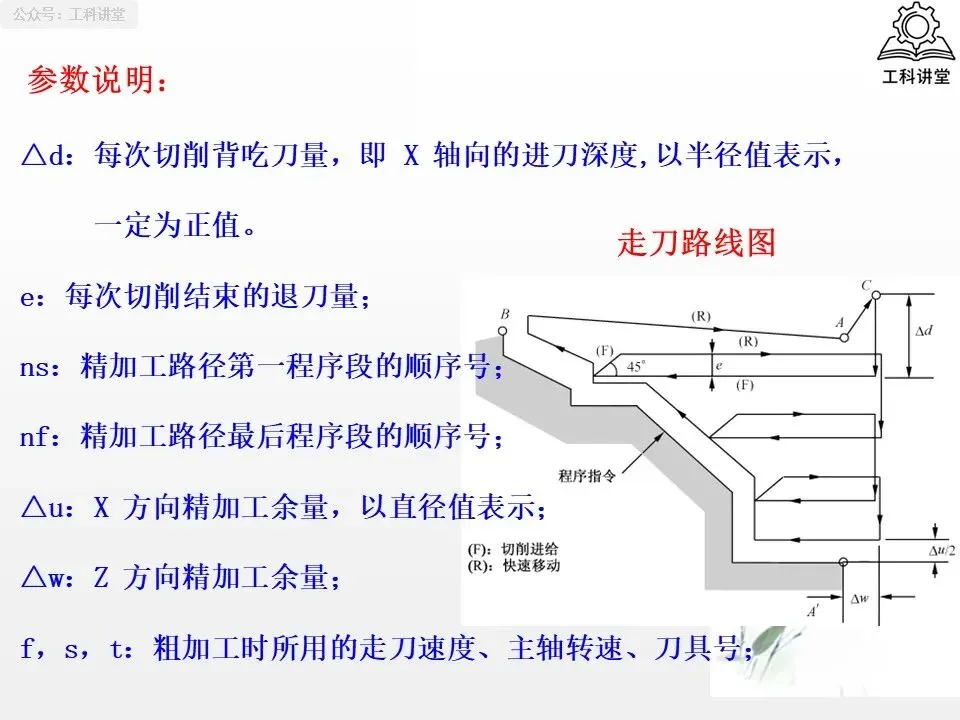
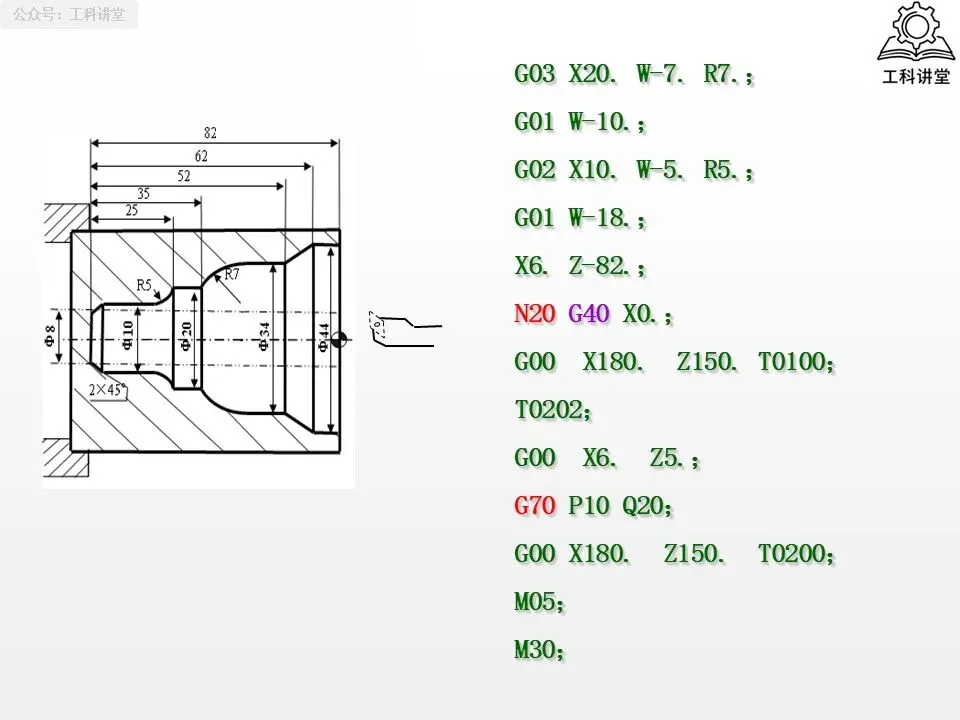
外圆粗加工:G71 U3 R1(背吃刀量 3mm,退刀量 1mm)、G71 P10 Q20 U0.4 W0.1 F0.3(设定精加工余量和进给量),后续跟随 N10-N20 的轮廓编程。
精加工:T0202(调用 2 号精车刀)、G70 P10 Q20(执行精加工循环),一次性完成轮廓精车。
程序结束:G00 X180 Z100 T0200(刀具退回安全位置)、M05(主轴停止)、M30(程序结束)。
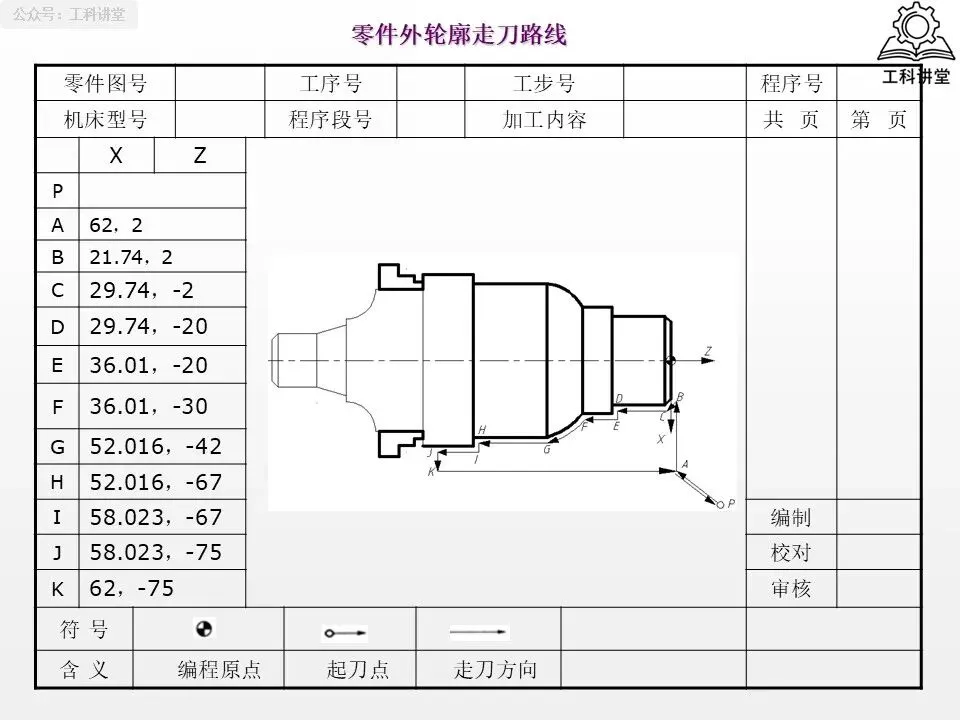
零件右侧加工及切槽、车螺纹程序,可参考左侧逻辑,仅需调整轮廓坐标和对应的循环指令(如切槽用 G75,车螺纹用 G92)。
PPT讲义介绍轴类零件的加工(文末查看讲义源文档)讲义全文共计104页,因文章内容篇幅有限,本期文章仅展示前60页内容,剩余内容后续文章再作介绍。Ps:
完整版PPT讲义+延伸干货
尽在「工科干货补给站」
15年实战干货|每周答疑|同行社群
工科人专属干货圈,点击进入👇



 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
