在机械加工领域,分度圆等分加工(如法兰盘均布孔、齿轮坯齿槽)是高频需求。如何让加工中心高效完成“圆周对称打孔/铣削”?今天结合图纸+实例程序,拆解极坐标编程+固定循环的核心逻辑,新手也能秒懂!
分度圆加工:为什么需要“极坐标”?
分度圆的本质是 “角度等分+半径定位” ——在圆周上按固定角度(如22.5°、15°)分布孔位,且每圈孔的半径可能不同(如图中φ50、φ80、φ110三圈)。
若用直角坐标(X/Y)编程,需手动计算每个孔的坐标(依赖三角函数求X/Y),公式复杂且易出错。而极坐标(G16指令)是“降维打击”:
- 把圆心设为极点,X为极径(点到圆心的距离),Y为极角(相对于X轴的角度);
- 只需设定“极径+极角”,就能精准定位圆周上的点,省去繁琐的三角函数计算!
实例程序逐行拆解(结合图纸)
先提取图纸核心信息:
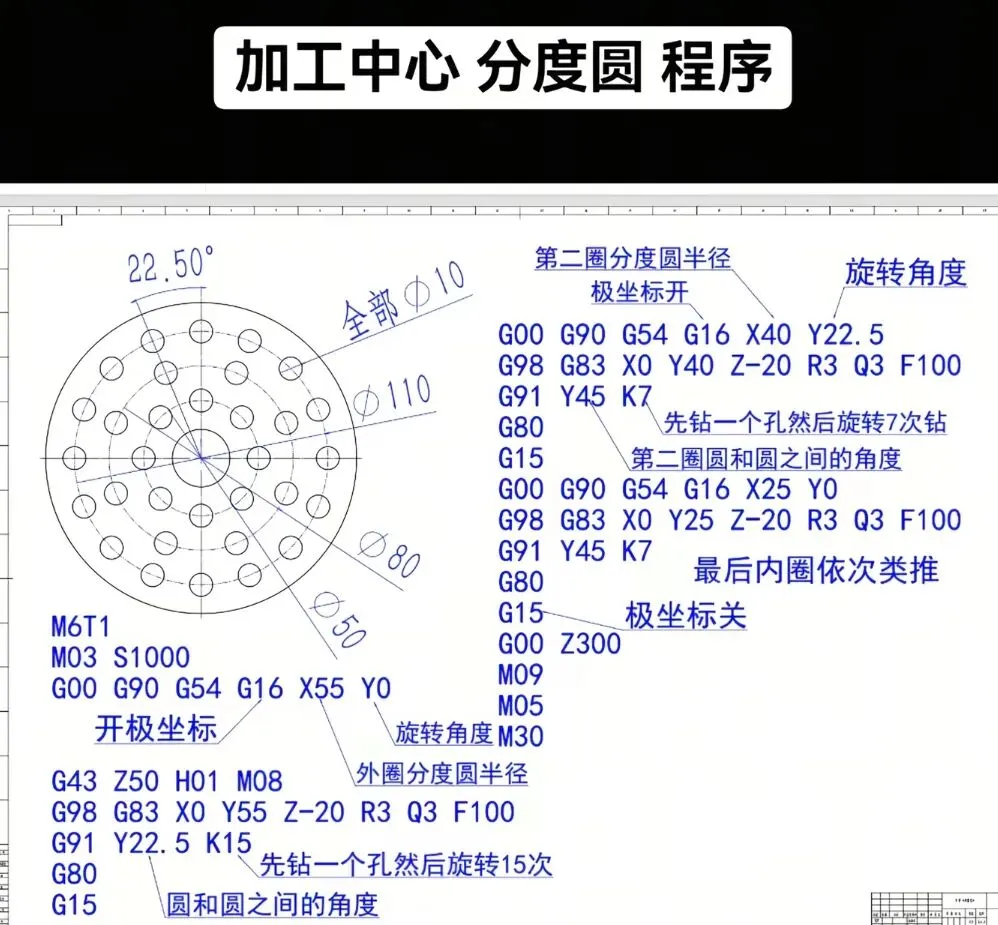
- 孔径:全部φ10(钻孔加工);
- 等分角度:22.5°(360°÷16=22.5°,即16等分);
- 孔分布:外圈(φ110)、中圈(φ80)、内圈(φ50)等多圈同心圆。
程序框架:换刀→开极坐标→分层钻孔→关极坐标
下面结合代码注释,拆解“外圈→中圈→内圈”的加工逻辑:
M6T1 1. 换刀:切换至1号刀具
M03 S1000 // 主轴正转,转速1000r/min
// ———— 外圈加工(φ110圈,22.5°等分,共16孔) ————
G00 G90 G54 G16 X55 Y0 // 开极坐标:快速移动到【极径55,极角0°】(外圈起始孔位)
G98 G83 X0 Y55 Z-20 R3 Q3 F100 // 深孔啄钻:钻第一个孔(极径0,极角55°);Z-20为钻孔深度,R3为参考平面,Q3为每次啄钻深度,F100为进给速度
G91 Y45 K15 // 极角“相对当前角度+45°”,重复15次→1(首孔)+15=16孔(22.5°×16=360°,完美等分)
G80 // 取消固定循环(钻完一圈后关闭G83)
G15 // 关闭极坐标(恢复直角坐标模式)
// ———— 中圈加工(φ80圈,22.5°等分,共8孔) ————
G00 G90 G54 G16 X40 Y22.5 // 开极坐标:跳转至中圈起始孔【极径40,极角22.5°】
G98 G83 X0 Y40 Z-20 R3 Q3 F100 // 钻中圈第一个孔
G91 Y45 K7 // 极角+45°,重复7次→7+1=8孔(22.5°×8=180°?实际需匹配圈数,核心是“K+1=总孔数”)
G80 // 关固定循环
G15 // 关极坐标
// ———— 内圈加工(逻辑同上,依次类推) ————
...
G00 Z300 // 抬刀至安全高度
M05 // 主轴停止
M30 // 程序结束
关键G代码:极坐标+固定循环的核心作用
程序中反复出现的
"G16"
"G15"
"G83"
"G91" 是“等分加工”的灵魂,需吃透其功能:
G代码 功能解释 实战意义
"G16" 开启极坐标编程 将“圆周角度”转化为“极角”,用“极径+极角”替代直角坐标计算,简化等分逻辑
"G15" 关闭极坐标编程 加工完成后恢复直角坐标,避免后续程序受极坐标逻辑干扰
"G83" 深孔啄钻循环 分次钻孔(断屑、排屑),防止钻头因切屑堵塞或受力过大折断(浅孔可换
"G81")
"G91" 增量编程(极角版) 极角以“相对当前角度”增减,配合
"K"指令实现 “钻一个孔→旋转指定角度→再钻孔” 的循环
实战必坑
新手写分度圆程序,最易栽在这些“隐蔽陷阱”:
1. 极坐标原点偏移:必须确保
"G54" 工件坐标系的原点与分度圆中心完全重合!否则所有孔位会“集体偏移”,前功尽弃。
2. 角度与K值不匹配:等分角度=360°÷孔数(如图22.5°=360÷16)。若用
"G91 Y45° K7",则总孔数=7+1=8,需严格保证 “角度×(K+1)=360°”(或根据实际圈数调整)。
3. 深孔参数错误:
"G83" 的
"Q" 是“每次啄钻深度”(如图
"Q3"表示每次钻3mm深),
"R" 是“参考平面高度”(距工件表面留安全距离)。若深度计算错误,轻则扎刀,重则损坏刀具。
4. 刀具补偿遗漏:钻头磨损后,必须用
"G43 Z__ H__" 调用刀具长度补偿(如图
"G43 Z50 H01"),否则深度精度失控。
分度圆编程的“万能公式”
掌握 “极坐标开→分层定位→固定循环钻→极坐标关” 的逻辑,多圈等分加工可一键复制:
1. 换刀→主轴启动;
2.
"G16" 开极坐标,移动到外圈起始孔;
3. 用
"G83/G81" 钻首孔,
"G91"+极角增量+
"K" 实现旋转重复;
4. 换中圈/内圈,重复步骤2-3;
5.
"G15" 关极坐标,抬刀→程序结束。
下次遇到“法兰盘均布孔、齿轮坯齿槽”类零件,直接套这个思路,效率至少提升3倍!
上面通过“原理+实例+避坑”三维度,拆解加工中心分度圆编程的核心逻辑。掌握极坐标与固定循环的配合,复杂等分加工也能轻松拿捏~ 🛠️
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
