UG编程实战分享29-白话详解NX底壁铣精加工案例
一、精加工是什么?
二、精加工完整流程(八步到位)
第一步:准备工作(打扫战场)
第二步:创建精加工工序
菜单操作:
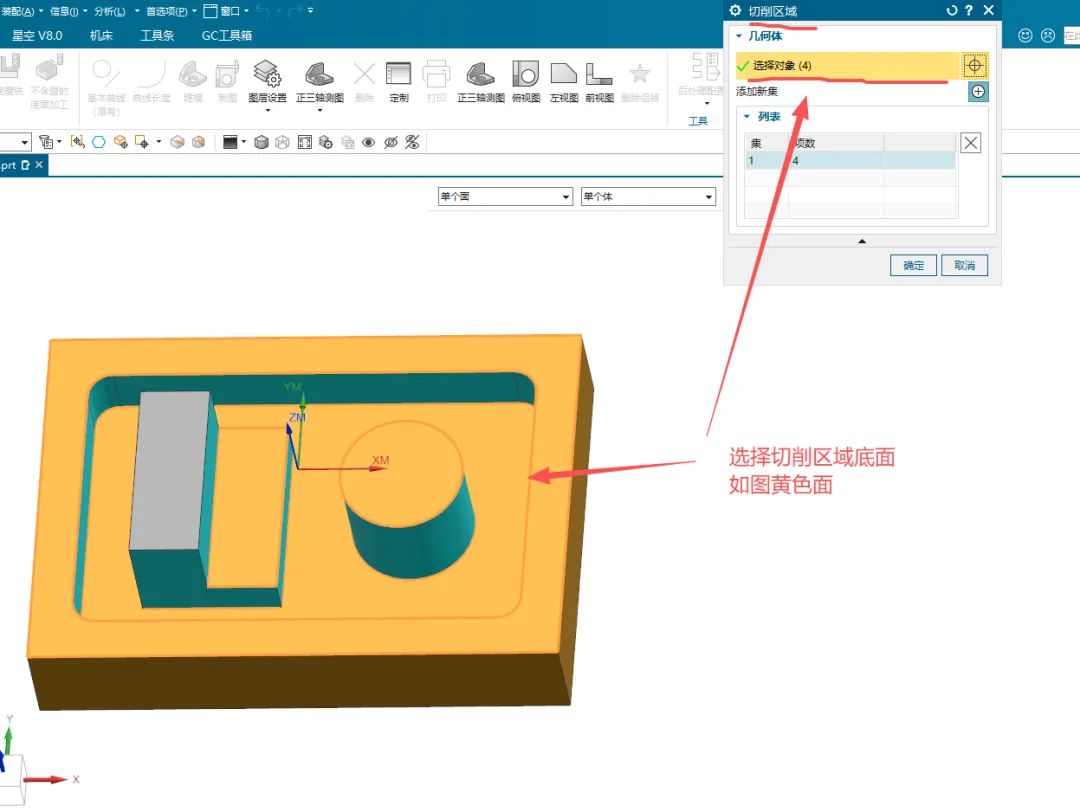
第三步:指定切削区域(告诉刀切哪里)
操作:
- 只选需要精加工的面 - 底面:必须选 - 侧壁:如果要一起精加工也选上
- 过滤:面(最常用) 技巧: - 按住Shift框选多个面 - 复杂面可以分多个工序
第四步:选择切削模式(怎么走刀)
四个精加工专用模式:
- 往复(最常用): - 像扫地,来回扫 - 表面有交叉纹 - 适合大平面
- 单向(高质量): - 只朝一个方向切 - 提刀返回 - 表面纹理一致,质量最好
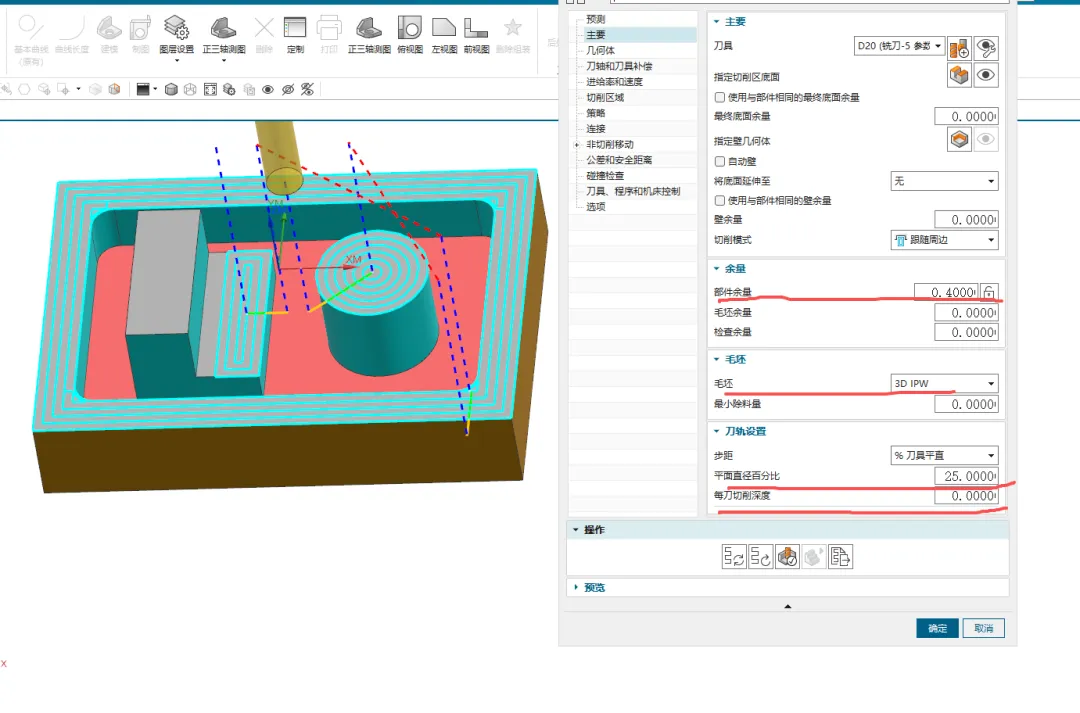
- 跟随周边(规则区域): - 一圈圈往里或往外 - 适合方形、圆形区域
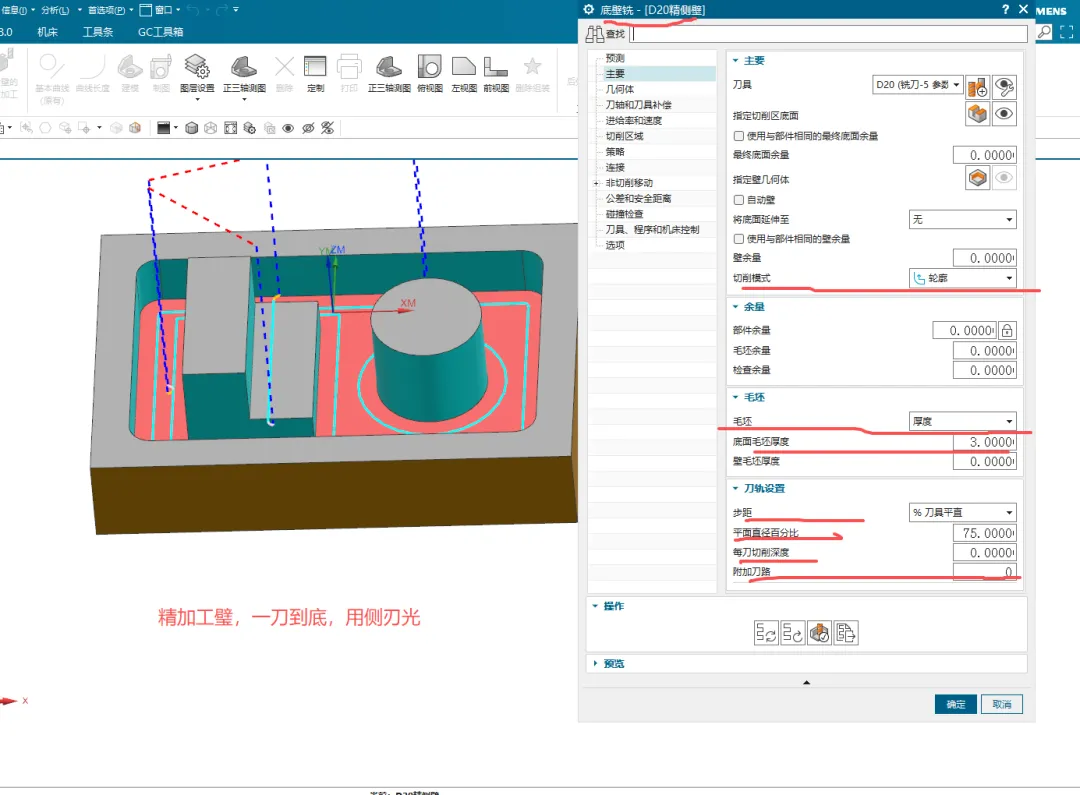
- 轮廓(只加工边): - 只走轮廓线 - 适合侧壁精加工
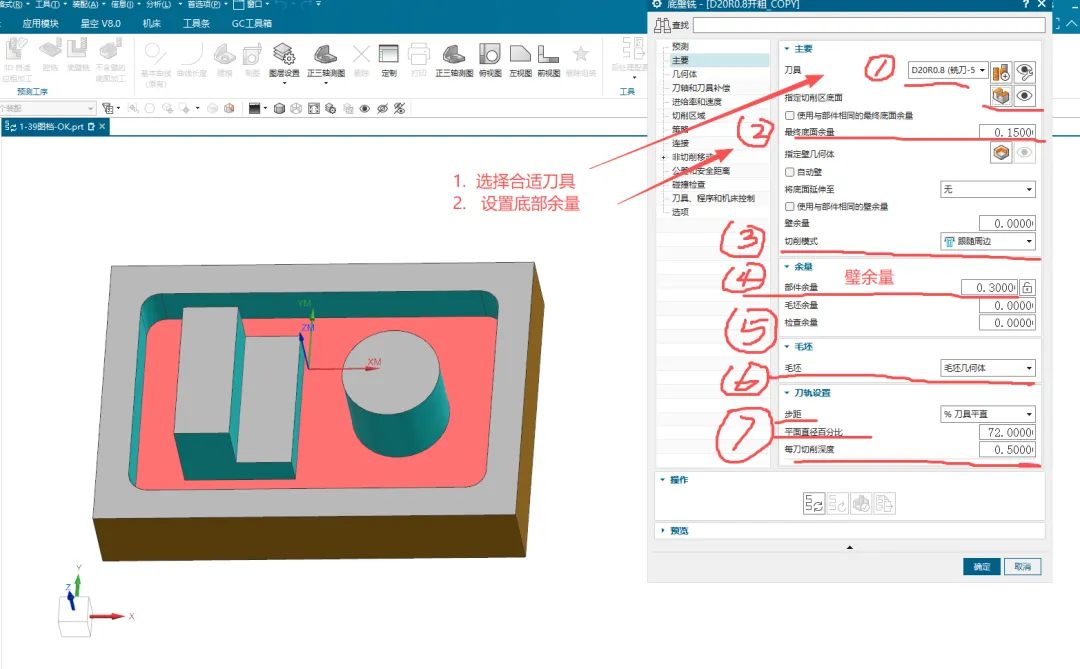
第五步:设置关键参数
- 步距(每刀间距)精加工步距很小: - 平底刀:刀具直径的10-30% - D10刀:1-3mm - D6刀:0.6-1.8mm - 球头刀:用“残余高度” - 高质量:0.005-0.01mm - 一般质量:0.01-0.02mm 注意:步距越小,表面越光滑,但时间越长
- 每刀深度 ,切深很浅: - 底面精加工:通常只切一层 - 余量0.2mm → 一次切完 - 余量0.5mm → 分2-3层 - 侧壁精加工:可以分层 - 每层0.1-0.3mm 原则:一刀能切完就一刀,不行就分层
- 底面余量,精加工到底: - 最终底面余量:0 - 注意:这里设0,就是加工到理论尺寸 重要:如果零件要装配,可能要留+0.01mm
第六步:切削参数设置
- 策略选项卡- 切削方向:顺铣(必须!) - 壁清理: - 自动:每层都清理侧壁 - 在终点:最后才清理 - 无:不清理 - 精加工刀路:打钩(添加一圈精修)
- 余量选项卡(最重要!),部件余量:0(精加工到尺寸) - 最终底面余量:0(底面到尺寸) - 壁余量:如果需要单独控制侧壁余量
- 拐角选项卡, 拐角处刀轨形状:延伸并修剪 - 圆弧上进给调整:打钩(拐角自动减速)
第七步:非切削移动(安全措施),进刀设置: - 封闭区域:螺旋进刀(斜坡角2-3度) - 开放区域:圆弧进刀(半径2-3mm) - 高度:2mm(安全距离) 退刀设置: - 退刀类型:圆弧 - 半径:2-3mm 转移设置: - 区域之间:前一平面 - 区域内:进刀/退刀
第八步:进给率和速度,主轴转速: - 铝合金:3000-8000转 - 钢件:1500-3000转 - 模具钢:1000-2000转 进给率: - 切削进给:200-800mm/min(看材料) - 进刀进给:切削进给的50% - 第一刀切削:切削进给的80% 新手技巧:开始用保守值,慢慢提高
三、精加工实战案例
案例:加工一个模具型腔底面
- 刀轨设置: - 切削模式:往复 - 步距:2mm(20%刀具直径) - 每刀深度:0.3mm(一次切完) - 最终底面余量:0
- 切削参数: - 策略: * 切削方向:顺铣 * 壁清理:自动 * 精加工刀路:开(加一圈) - 余量: * 部件余量:0 * 最终底面余量:0 - 拐角: * 光顺:所有刀路 * 半径:1mm
- 非切削移动: - 进刀:螺旋,斜坡角3度,高度2mm - 退刀:圆弧,半径3mm
- 进给率和速度: - 主轴速度:1800rpm - 切削进给:400mm/min - 进刀进给:200mm/min
四、不同材料的精加工参数
- 铝合金(好加工):刀具:D10平底刀 转速:4000-6000rpm 进给:800-1200mm/min 步距:3mm(30%) 切深:0.2-0.5mm 切削液冷却:充分浇注,铝易 粘刀
- 45号钢(中等):刀具:D10平底刀 转速:1800-2500rpm 进给:400-600mm/min 步距:2mm(20%) 切深:0.2-0.3mm 冷却:油雾或微量润滑
- 模具钢(难加工):刀具:D10平底刀(涂层刀) 转速:1500-2500rpm 进给:300-500mm/min 步距:1.5mm(15%) 切深:0.1-0.2mm 冷却:充分冷却
- 不锈钢(最讨厌难加工):刀具:D10平底刀(锋利) 转速:800-1200rpm 进给:150-250mm/min 步距:1mm(10%) 切深:0.1-0.15mm 冷却:大量冷却液
五、自学注意事项(血泪教训)
- 安全第一,永远第一!血的教训: - 曾经有新手没设安全高度,直接撞刀 - 刀具飞出来,差点伤人 -自学检查清单: - A,安全高度设了吗?(≥20mm) - B, 进刀高度设了吗?(≥3mm) C.模拟过了吗? D,单段或者手动运行试了吗?
- 从简单到复杂:错误路径:一开始就搞复杂模具 → 失败 → 放弃 正确路径: 第1周:学平面铣,加工一个方块 第2周:学底壁铣,加工一个带槽的方块 第3周:学钻孔,加工一个带孔的方块 第4周:组合起来,加工一个简单零件
- 参数不要照抄:常见错误:网上找的参数直接抄,结果撞刀 正确做法: a. 先了解参数含义 b. 从保守值开始(转速减半,进给减半) c. 慢慢提高,找到机床的“甜点” d. 记录成功参数,建立自己的参数库
- 一定要模拟:不模拟的后果: - 过切:零件报废 - 撞刀:刀具报废,可能伤人 - 漏加工:返工浪费时间 模拟要点: a. 用3D动态模拟 b. 慢速播放,重点看进刀、拐角 c. 检查材料移除情况
- 建立自己的错误库:准备一个笔记本或电子文档,记录: a. 今天犯了什么错误? b. 为什么犯这个错误? c. 怎么解决的? d. 怎么避免再犯? 例: 2024.5.20 错误:底面余量设了0.3,结果没加工到位 原因:误以为精加工也要留余量 解决:精加工余量设0 预防:记住“精加工余量为0”
- 不要怕问,但要会问:错误问法:“这个怎么弄?”(太笼统) 正确问法: “我在精加工底面时,设置了余量为0, 但模拟发现刀具没切到,可能是什么原因?” (提供背景、现象、你的操作) 提问前: a. 先自己查帮助文档 b. 百度搜索错误信息 3. 截图保存问题界面
- 实践出真知:光学不练假把式: - 每天至少动手做一个练习 - 从画图到编程到模拟(有条件到加工) - 同一个零件,用不同参数加工,比较效果 推荐练习零件: a. 100×100×20mm方块,铣顶面 b. 同上,中间挖一个50×50×5mm方槽 c. 同上,槽底面精加工
- 保持耐心和信心:学习曲线: 第1个月:迷茫期(啥都不会) 第2-3个月:入门期(能做简单零件) 第6个月:熟练期(能独立编程) 第1年:精通期(能优化工艺) 记住:每个大师都是从撞刀开始的
六、常见精加工问题
- 问题1:表面有振纹:现象:加工面有波浪纹 可能原因: 1. 刀具跳动大(检查装夹) 2. 转速太高(适当降低) 3. 刀具磨损(换新刀) 4. 步距太大(减小步距)
- 问题2:尺寸不准:现象:测量尺寸比程序大或小 可能原因: 1. 刀具磨损(补偿或换刀) 2. 机床精度问题(做精度检测) 3. 切削力导致变形(减小切深) 4. 热变形(充分冷却)
- 问题3:角落有残留:现象:方角处有材料没切掉 解决: 1. 添加清角工序 2. 用小刀专门清角 3. 精加工刀路多加一圈
- 问题4:接刀痕明显:现象:两次走刀之间有台阶 解决: 1. 步距改小 2. 使用单向切削 3. 添加精加工刀路 4. 调整进给率
七、精加工口诀:精加工,要细心,尺寸表面都重要。 选好刀具是关键,新刀利刀效果高。 切削模式看需求,往复单向最常用。 步距要给小一点,十到三十百分比。 每刀深度要控制,零点几毫米最合适。 余量一定设置为零,不然尺寸不到位。 顺铣方向必须选,表面质量才有保。 进刀退刀设安全,螺旋圆弧是首选。 转速进给要匹配,不同材料不同调。 模拟验证不能少,安全加工第一条。 自学路上耐心足,从简到繁步步高。 错误经验要总结,技术水平节节高。
八、自学计划表(3个月入门)
第1个月:基础操作:第1周:熟悉NX界面,画简单零件 第2周:学平面铣,加工平面 第3周:学底壁铣,加工型腔 第4周:学钻孔,加工孔 目标:能独立完成一个简单零件的粗精加工第2个月:参数理解:第1周:理解切削参数含义 第2周:理解非切削参数含义 第3周:理解进给率设置 第4周:综合练习,优化参数 目标:能根据材料合理设置参数第3个月:工艺规划:第1周:学习多工序安排 第2周:学习刀具选择原则 第3周:学习加工顺序 第4周:完整案例实战 目标:能制定简单零件的完整加工工艺最后忠告
给自学者的话:1. 不要急于求成:编程是手艺活,需要时间积累 2. 不要怕犯错误:每个错误都是学习机会 3. 不要闭门造车:多交流,多请教 4. 不要只学软件:要懂材料、懂刀具、懂机床 5. 保持好奇心:新技术新方法不断学习 记住:你今天遇到的问题,别人早就遇到过 你今天学不会的东西,明天一定能学会 精加工就像做菜的最后收汁, 火候到了,味道就好了。 参数调对了,零件就漂亮了。 慢慢来,比较快。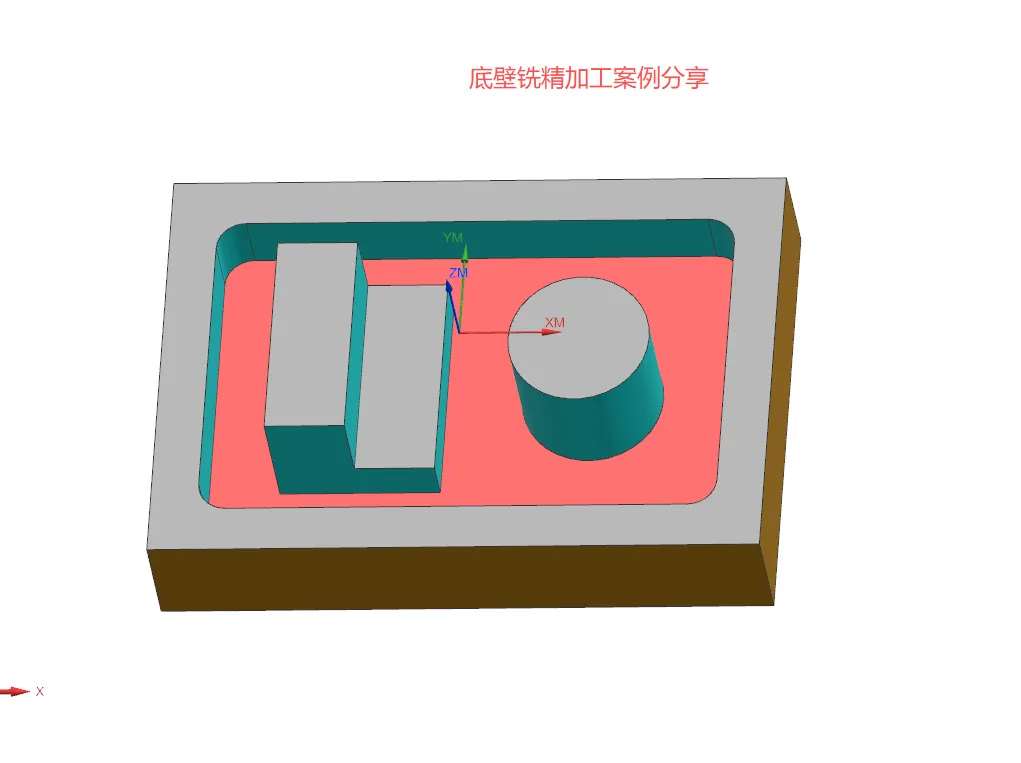
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
