在数控加工领域,旋转对称零件(如带均布槽、孔的法兰、端盖)的编程总让人犯难:重复编写相似代码效率低,手工计算坐标易出错……而「宏程序」正是解决这类问题的“神器”——通过变量+循环让机床自动完成重复加工,效率翻倍还能保证精度!
先看工件:三槽环形件的加工挑战
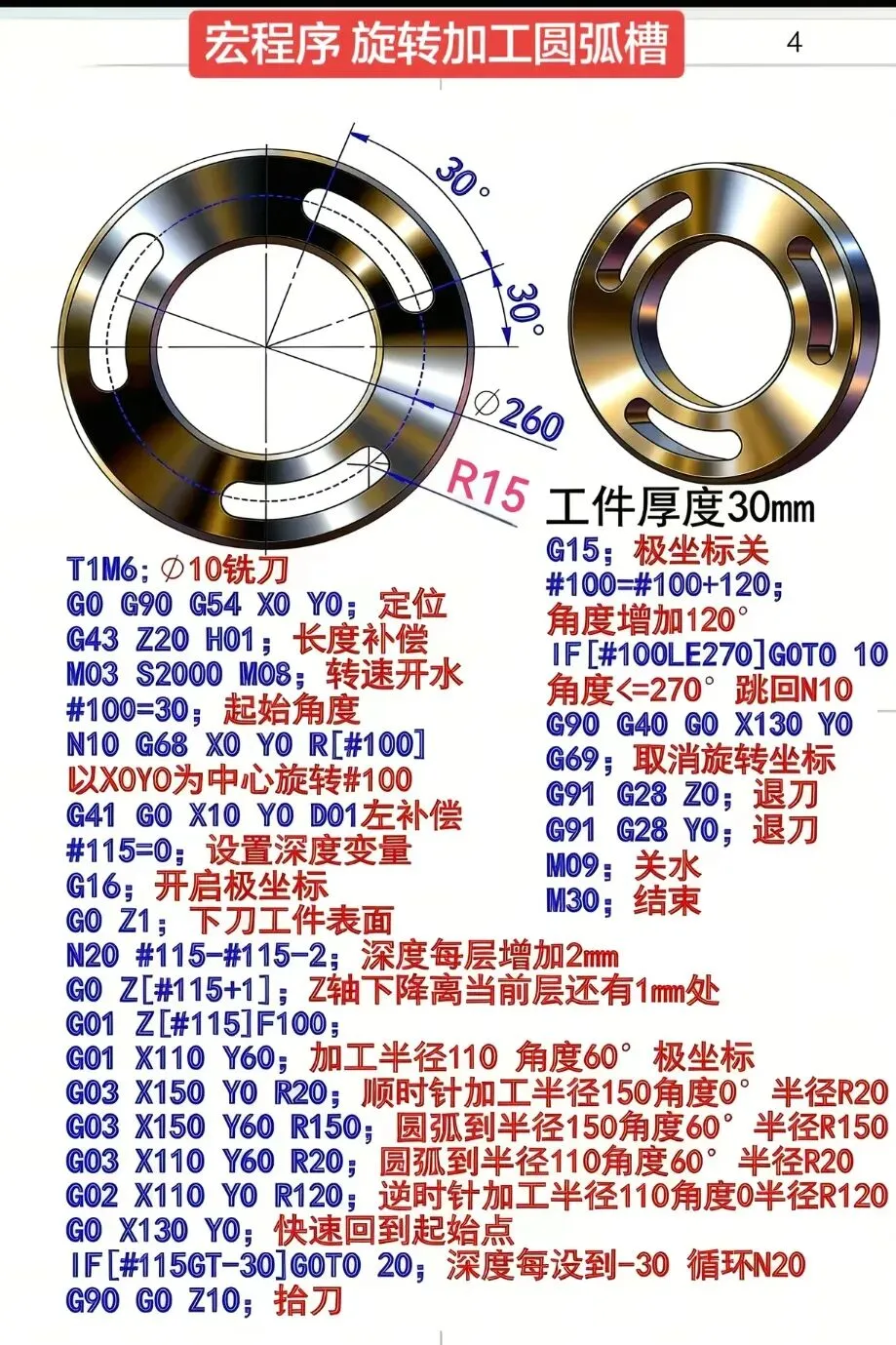
图中是环形工件,外圆φ260,厚度30mm,均匀分布3个30°角的圆弧槽。若手动编程,需重复编写3组几乎相同的代码,不仅耗时,还容易漏改参数……
宏程序如何“偷懒”?变量+循环是核心!
宏程序的精髓在于用“变量”替代固定数值,让机床像“会自动算数的工人”一样,循环、旋转、分层切削。下面拆解程序,一步步看它如何高效加工:
🔧 第一步:换刀+初始化(基础准备)
T1M6; 换φ10铣刀(T1指定刀具,M6换刀动作)
G0 G90 G54 X0 Y0; 快速定位到工件原点(G54工件坐标系,G90绝对坐标模式)
G43 Z20 H01; 刀具长度补偿(H01为刀补号,Z20是安全高度)
M03 S2000 M08; 主轴正转(2000转/分),开启冷却液
这部分是加工前的“固定流程”:换刀、回零、开冷却,为后续操作铺路。
🔄 第二步:角度循环(3个槽的位置如何生成?)
工件有3个槽,均匀分布在360°,因此每个槽间隔120°(360÷3=120)。宏程序通过「变量#100」表示“当前槽的角度”,代码逻辑如下:
#100=30; 起始角度(第一个槽在30°位置)
N10 G68 X0 Y0 R[#100]; 以工件中心(X0Y0)为轴,旋转#100度(将第1个槽转到加工位)
#100=#100+120; 角度+120°(准备下一个槽的位置)
IF[#100 LE 270] GOTO 10; 若角度≤270°,跳回N10加工下一个槽(30→150→270,共3次循环)
-
"G68"是旋转指令:X0Y0为旋转中心,R[#100]为旋转角度。相当于“旋转机床坐标系,让当前槽对准加工位置”。
-
"IF…GOTO"是循环判断:让机床自动加工3个槽,无需重复编写3遍代码!
⚙️ 第三步:分层切削+圆弧插补(槽如何精准加工?)
每个圆弧槽需“分层下刀”(避免刀具扎刀、崩刃),同时借助极坐标+圆弧指令绘制槽的轮廓。核心代码解析:
#115=0; 深度变量(初始在工件表面,Z=0)
G16; 开启极坐标(X=极径,Y=极角,简化圆弧编程)
G0 Z1; 快速下刀到工件表面上方1mm(安全高度)
N20 #115=#115-2; 每层切深2mm(从0→-30mm,共15层,匹配工件厚度30mm)
G0 Z[#115+1]; Z轴下到“当前层上方1mm”(预留精加工余量)
G01 Z[#115] F100; 以100mm/min速度切削到目标深度
G01 X110 Y60; 极坐标下,极径110、极角60°(移动到槽起点)
G03 X150 Y0 R20; 顺时针圆弧:从(110,60)到(150,0),半径20
G03 X150 Y60 R150; 顺时针圆弧:从(150,0)到(150,60),半径150
G03 X110 Y60 R20; 顺时针圆弧:从(150,60)回到起点附近
G02 X110 Y0 R120; 逆时针圆弧:闭合槽轮廓(回到极角0°位置)
G0 X130 Y0; 快速退到安全位置
IF[#115 GT -30] GOTO 20; 若深度未到-30mm(工件底部),跳回N20继续切下一层
G90 G0 Z10; 抬刀到Z10mm安全高度
-
"G16/G15":极坐标开关。G16开启后,X代表“极径”(到中心的距离),Y代表“极角”(与X轴的夹角),写圆弧槽代码更简洁!
-
"G03/G02":圆弧插补。G03为顺时针圆弧,G02为逆时针圆弧,配合
"R"(圆弧半径)可精准绘制槽的轮廓。
- 分层切削(N20循环):每次切深2mm,直至切至工件底部,保障加工平稳与表面光洁度。
🛑 第四步:收尾(关闭功能+程序结束)
G69; 取消旋转(回到原始坐标系)
G91 G28 Z0; Z轴回参考点(机床原点)
G91 G28 Y0; Y轴回参考点(依机床配置可选)
M09; 关闭冷却液
M30; 程序结束
宏程序的3大优势:省!快!准!
- 省:变量+循环替代重复代码,3个槽仅用1套逻辑,编程时间直砍一半!
- 快:分层切削、自动旋转,加工时无需中途换刀/改参数,效率大幅提升!
- 准:变量精准控制角度、深度,每个槽的位置、尺寸误差趋近于零,远胜手动编程!
给新手的小建议
1. 从单槽入手:先练习“无G68循环的单槽加工”,熟悉极坐标、圆弧插补后,再叠加循环逻辑。
2. 变量命名清晰:如#100存角度、#115存深度,逻辑越直观,后期修改越轻松。
3. 仿真验证优先:用斯沃、Vericut等数控仿真软件运行程序,避免撞刀、过切风险!
宏程序并非“高深黑科技”,而是将重复劳动交给机床的“懒人工具”。掌握「变量+循环+旋转+极坐标」这几招,面对对称零件加工时,即可实现“一键生成”,效率与精度双丰收~
👉 想深入学习宏程序?关注我,下期教你用宏程序加工螺旋槽、椭圆轮廓,让机床彻底“听你指挥”!
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
