西门子张力控制/收放卷库更新【附有代码下载】
- 2026-07-06 01:58:53
卷绕描述的是加工/完成任何材料的一种过程。多数情况下,从一种材料的放卷开始,接着会有一种或者几种工艺处理步骤,比如
·印刷设备·涂布线·叠片设备·分切机·卷筒纸机·拉丝机·挤压生产线
·纺织设备·纸尿裤设备
卷绕库的核心功能和功能块是用于控制卷绕轴,张力控制轴。这主要包括针对不同的控制模式,进行速度和扭矩设定计算。工艺包还提供卷绕和张力控制系统常用的子功能,比如
·卷径计算·转矩预控·比例调节·张力锥度特性…
01
行业介绍
新能源行业的兴起对电池的要求越来越高,锂电池的产品设计包括对薄膜的设计。
锂电池的结构中,隔膜是关键的内层组件之一。隔膜的性能决定了电池的界面结构、内阻等,直接影响电池的容量、循环以及安全性能等特性,性能优异的隔膜对提高电池的综合性能具有重要的作用。隔膜的主要作用是使电池的正、负极分隔开来,防止两极接触而短路,此外还具有能使电解质离子通过的功能。隔膜材质是不导电的,其物理化学性质对电池的性能有很大的影响。电池的种类不同,采用的隔膜也不同。对于锂电池系列,由于电解液为有机溶剂体系,因而需要有耐有机溶剂的隔膜材料,一般采用高强度薄膜化的聚烯烃多孔膜。
02
工艺介绍
锂电池湿法隔膜生产线的工艺主要包括以下步骤:
1. 原料准备
原料选择:主要使用聚乙烯(PE)或聚丙烯(PP)作为基材。
添加剂:包括增塑剂、稳定剂等,以提升隔膜性能。
2. 溶液制备
溶解:将聚合物和添加剂溶解在有机溶剂(如石蜡油)中,形成均匀的溶液。
过滤:去除溶液中的杂质,确保纯净度。
3. 流延成型
涂布:将溶液均匀涂布在钢带或离型膜上。
初步干燥:通过加热蒸发部分溶剂,形成初具形状的薄膜。
4. 拉伸
纵向拉伸:薄膜在纵向拉伸,提升强度和孔隙率。
横向拉伸:进一步横向拉伸,优化孔隙分布和机械性能。
5. 萃取
溶剂去除:使用萃取剂(如二氯甲烷)去除残留溶剂,形成多孔结构。
清洗干燥:清洗并干燥薄膜,确保无残留溶剂。
6. 热处理
热定型:通过热处理稳定薄膜结构,防止收缩和变形。
7. 收卷与分切
收卷:将薄膜卷成大卷。
分切:根据需求将大卷分切成所需宽度的小卷。
8. 检测与包装
质量检测:检测厚度、孔隙率、强度等指标,确保符合标准。
包装:合格产品包装后入库。
可以看出,在车间布线的时候,要根据实际的产品工艺进行灵活的应用。
从电气的控制角度来讲,通常拉伸是一个速度开环的控制。难点通常是在为了配合产品的性能,和加热的温度,湿度,速度等条件的综合工艺控制。
从电气的角度来说,最后工位的收卷机和分切机和分切机具有一定的挑战性。
01
收卷和分切
控制难点:
膜厚通常比较薄,在隔膜宽幅比较大的时候,控制收卷张力的稳定性。
收卷机通常为了避免停车卸卷,设计的方式为双收卷工位,在收卷机换卷的时候保证张力的稳定性,也是客户关心的重要点
锥度控制,如果按照固定的张力一直收卷,会形成内松外紧的问题
02
收卷和分切图片

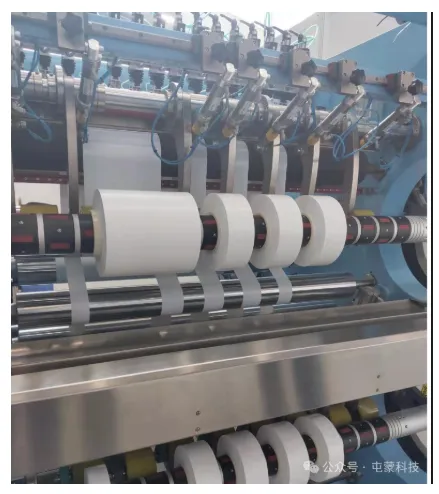
03
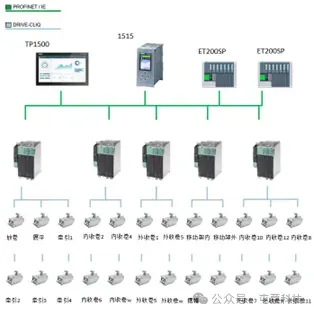
解决方案配置

分切机电气配置:
S7-1500+TP1500+S120+ET200sp
01
卷绕张力控制
开环控制模式:
–牵引控制(仅用于分段驱动)
–通过扭矩调整的间接张力控制
-通过速度调整的间接张力控制
–恒速控制(仅用于卷绕)
闭环控制模式:
–通过张力传感器调整扭矩的张力控制
–通过张力传感器调整速度的张力控制
–通过摆辊控制进行速度调整
卷绕控制程序块
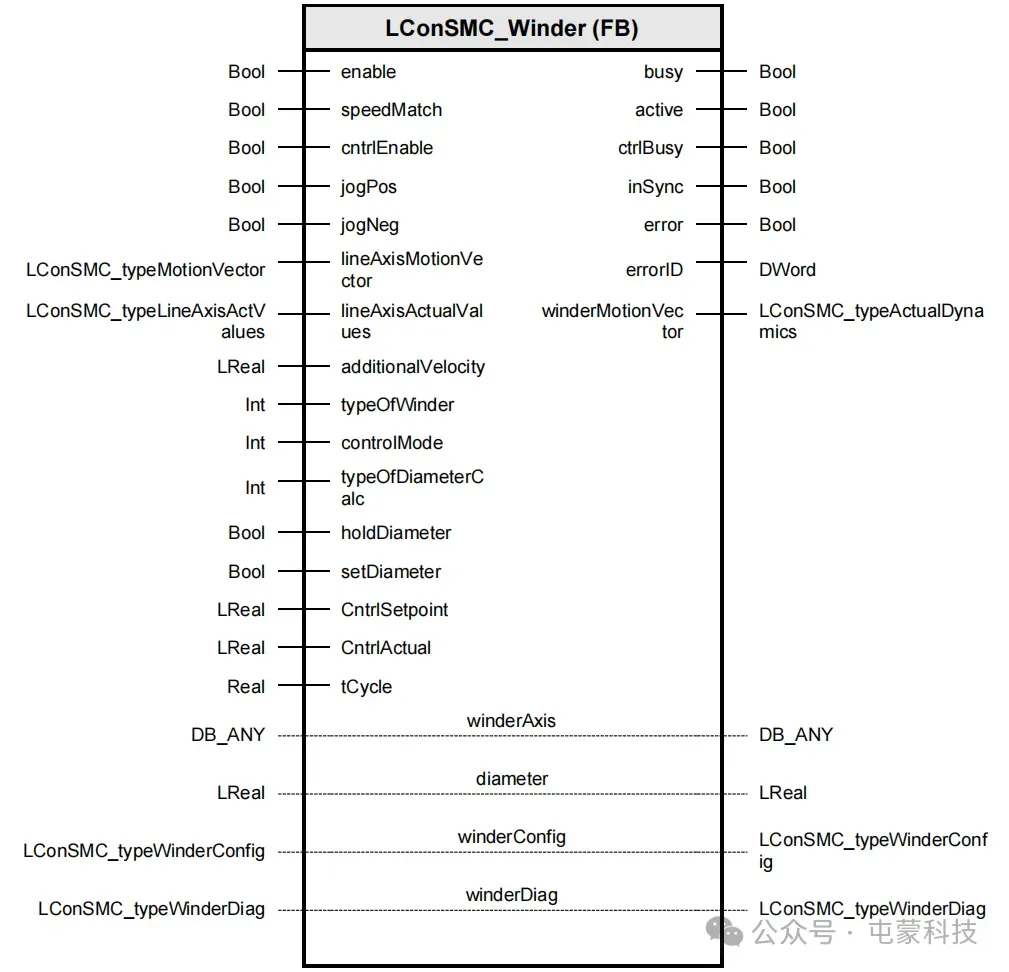
卷绕控制模式:
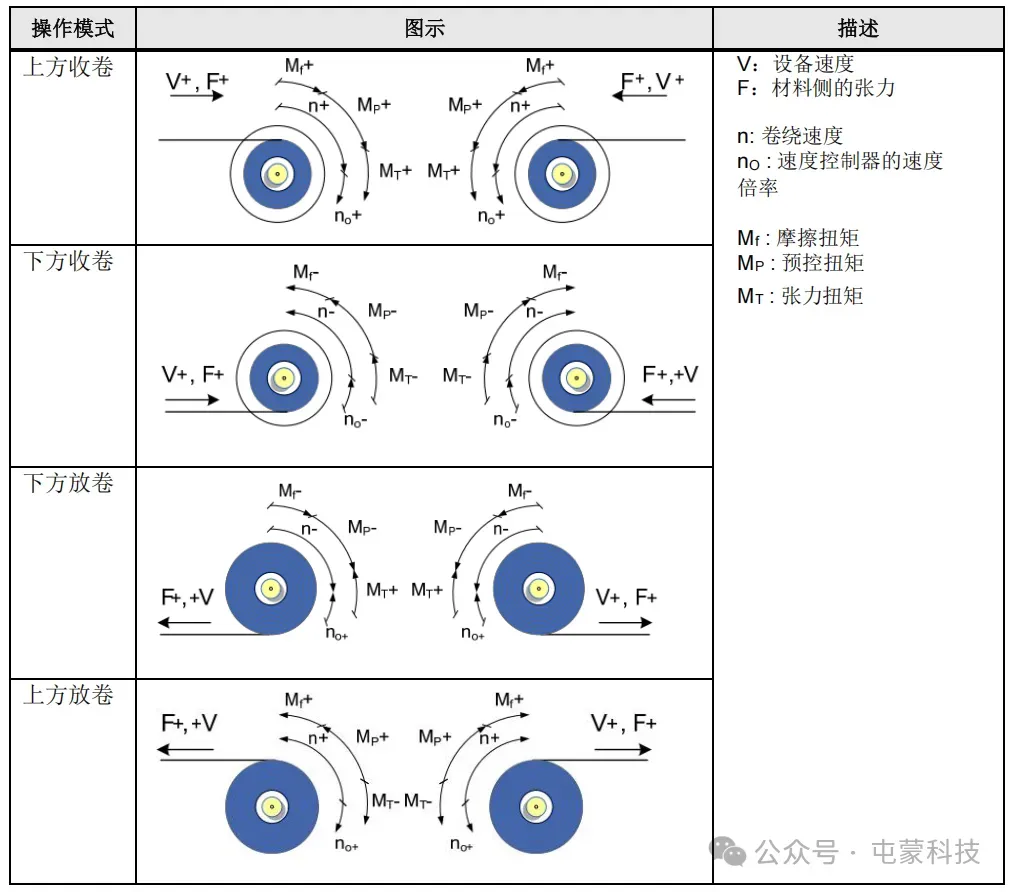
收放卷控制模式的理论设计:
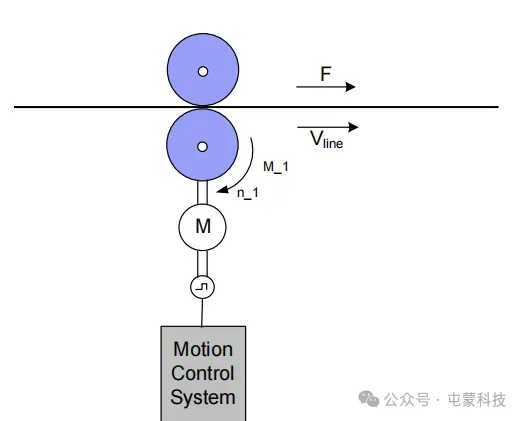
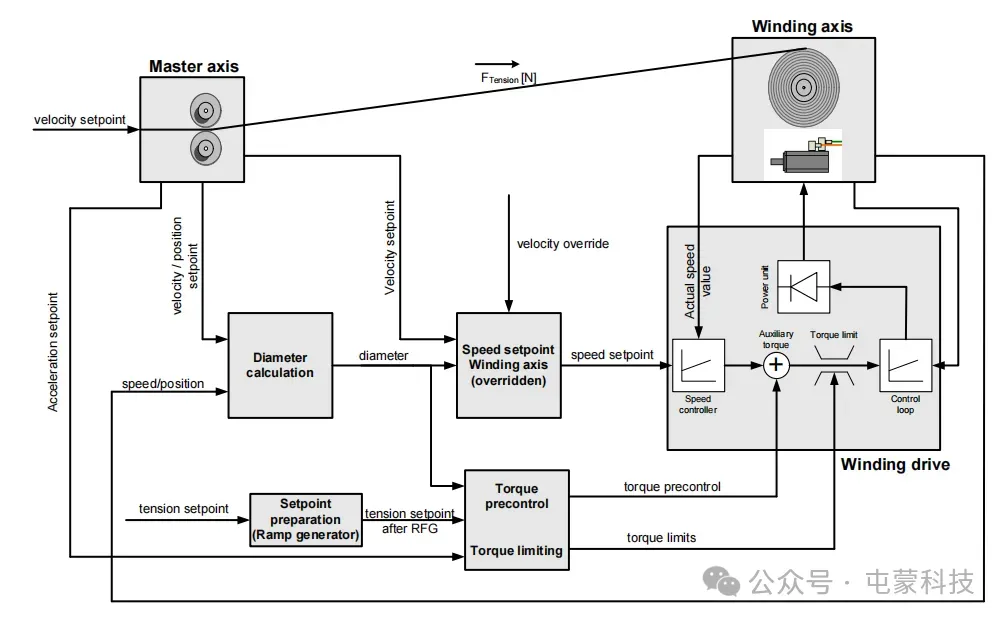
间接张力控制
间接张力控制广泛用于用户不想用昂贵的传感器系统,同时也没有高水平张力控制的需求。不需要测量系统,也就意味着控制张力没有反馈输入—工艺控制器没有使用。
为了设定膜路张力,张力设定值会基于卷径和齿轮比转换为扭矩值。驱动侧的速度控制器饱和使得电机工作在力矩限幅的状态。这个力矩限幅可以通过被卷绕的卷径或者对于分段驱动轴固定的卷径而进行调整。
这种控制模式下为了达到更精准的膜路张力,摩擦和加速转矩的精准补偿是重要的,从而使预控张力扭矩最好接近需要的材料张力。
在这种控制模式下,机械损耗应该保持在尽可能小的状态。这包括恰当的电机选型和高效能低摩擦损失的齿轮箱的选择。
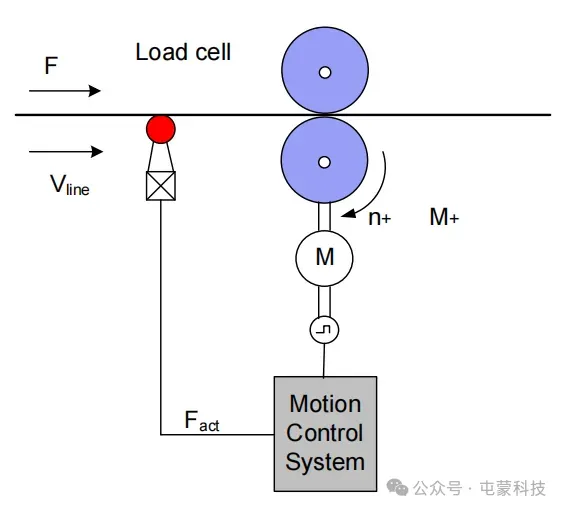
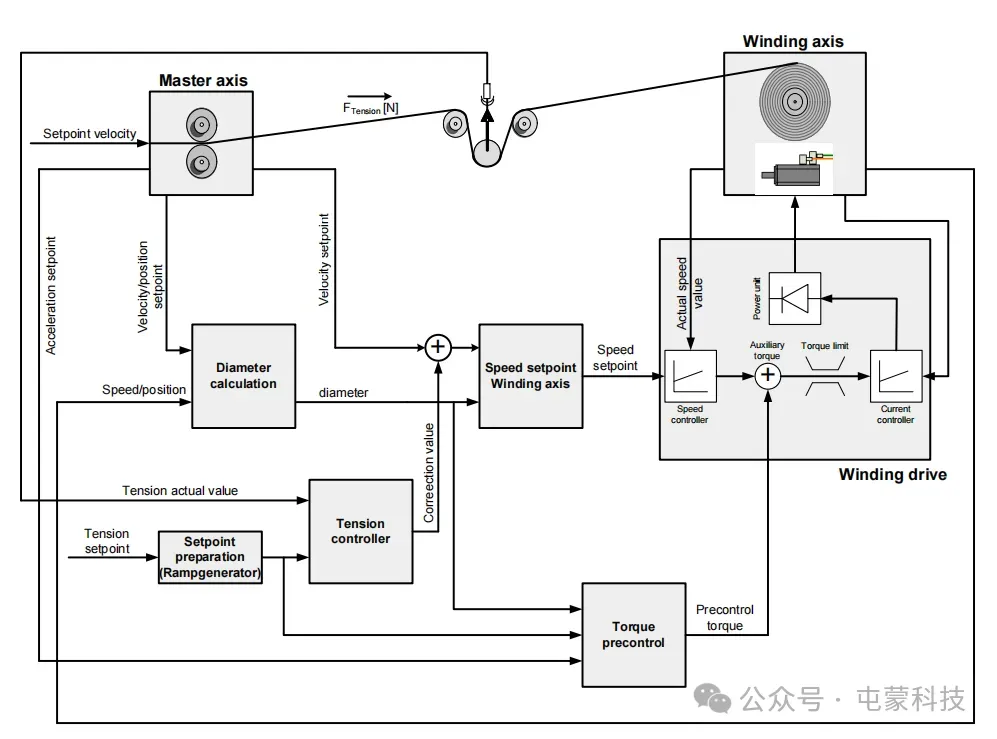
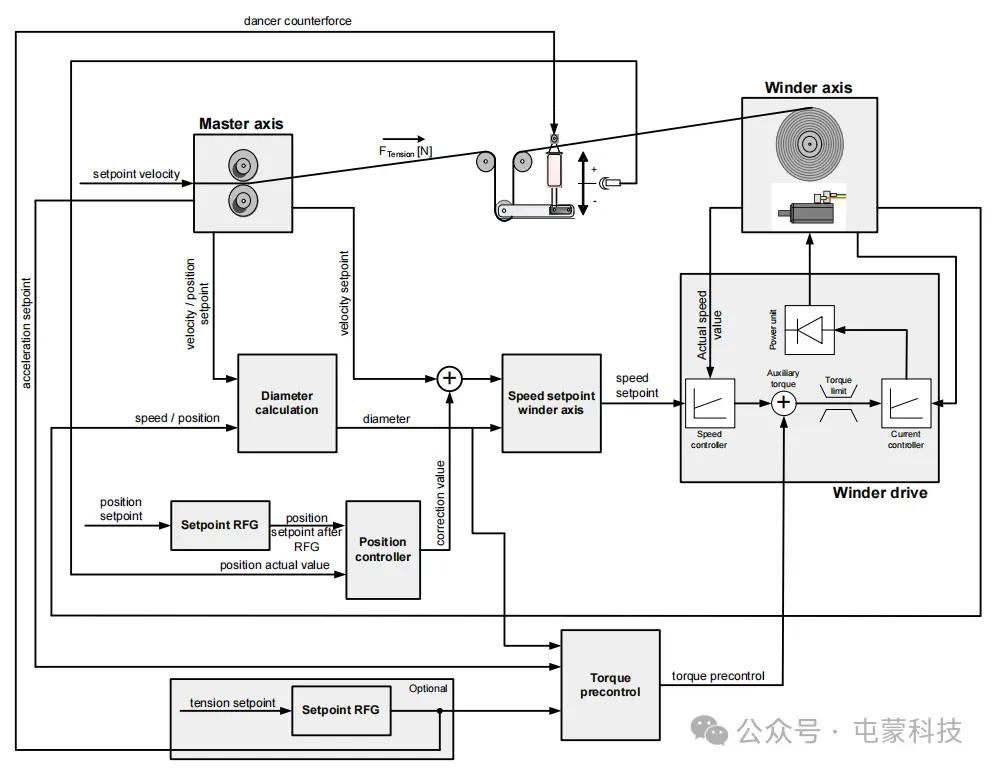
用张力传感器进行速度调整的张力控制
在这种控制模式下,膜路张力通过测量设备—张力传感器进行直接测量,它的输出信号被工艺控制器用作实际值信号。这种张力控制用在开环控制的张力的准确性不能满足需求或者在系统中有需要被消除的扰动存在。
相比于扭矩调整的控制模式,工艺控制器的输出信号是附加的速度值。驱动侧的速度控制器获得准确的速度设定来获得想要的膜路张力。电机不是工作在扭矩限幅的模式。
附加的扭矩设定—比如来自加速力矩预控或者摩擦扭矩预控被关联到驱动。
使用张力传感器不会影响膜路,但是没有摆辊那样可以提供缓冲空间的优势。
摆辊控制进行速度调整
在这种控制模式下—相比于张力传感器—工艺控制器直接控制的不是膜路的张力而是摆辊的位置。
如果膜路张力改变,也会引起摆杆位置的变化。摆辊的位置值需要用另外的位置编码器,和工艺控制器中设定的位置值进行对比。控制器输出的是附加的速度设定(通过实际卷径进行加权)为了保持摆辊的设定位置。
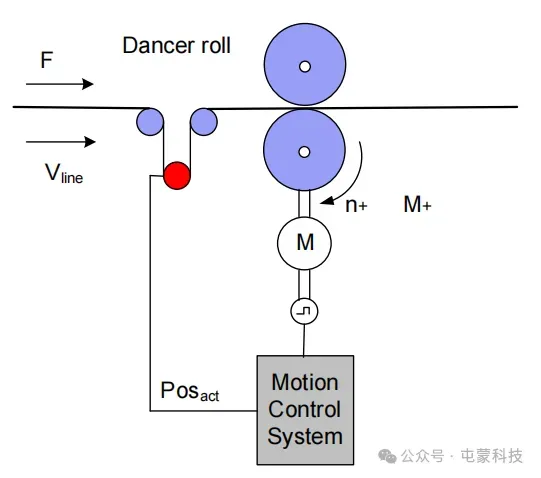
摆辊尝试以设定的力压住材料膜路。最终膜路张力是对摆辊的拉力及它的反作用力的结果。
摆辊的反作用力—因此膜路张力可以用不同的方式来定义,取决于摆杆系统的机械设计。
一种简单的方式是弹力产生的反作用力。然而弹力和由此形成的膜路张力只能通过调整摆辊的角度实现。更灵活的可调的反作用力可以通过气压或者液压摆辊系统实现。这类系统能够保持反作用力稳定即使摆杆的角度发生改变。用这种系统,张力的设定信号可以和模拟量的输出关联,该模拟量用于设定摆辊的力。
通常,几何位置(到可能用到的反转辊的距离)和摆辊自身的自重的因素会以附加因素影响张力实际值。然而,用一个精准的机械设计,这些影响可以被消除或充分的最小化。
摆辊的位置控制对膜路张力控制中因扰动而起的短暂的波动有优势,它会因摆辊的材料缓冲功能吸收。
另一个摆辊系统的优势是阻尼影响在
非圆的材料辊
层级之间的跳动—比如线缆的卷绕
自动换卷期间的影响
02
锥度控制
锥度控制:
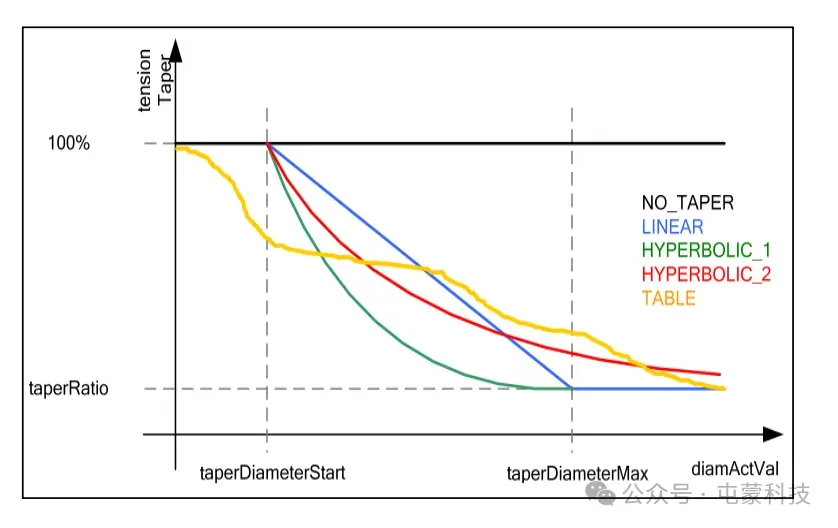
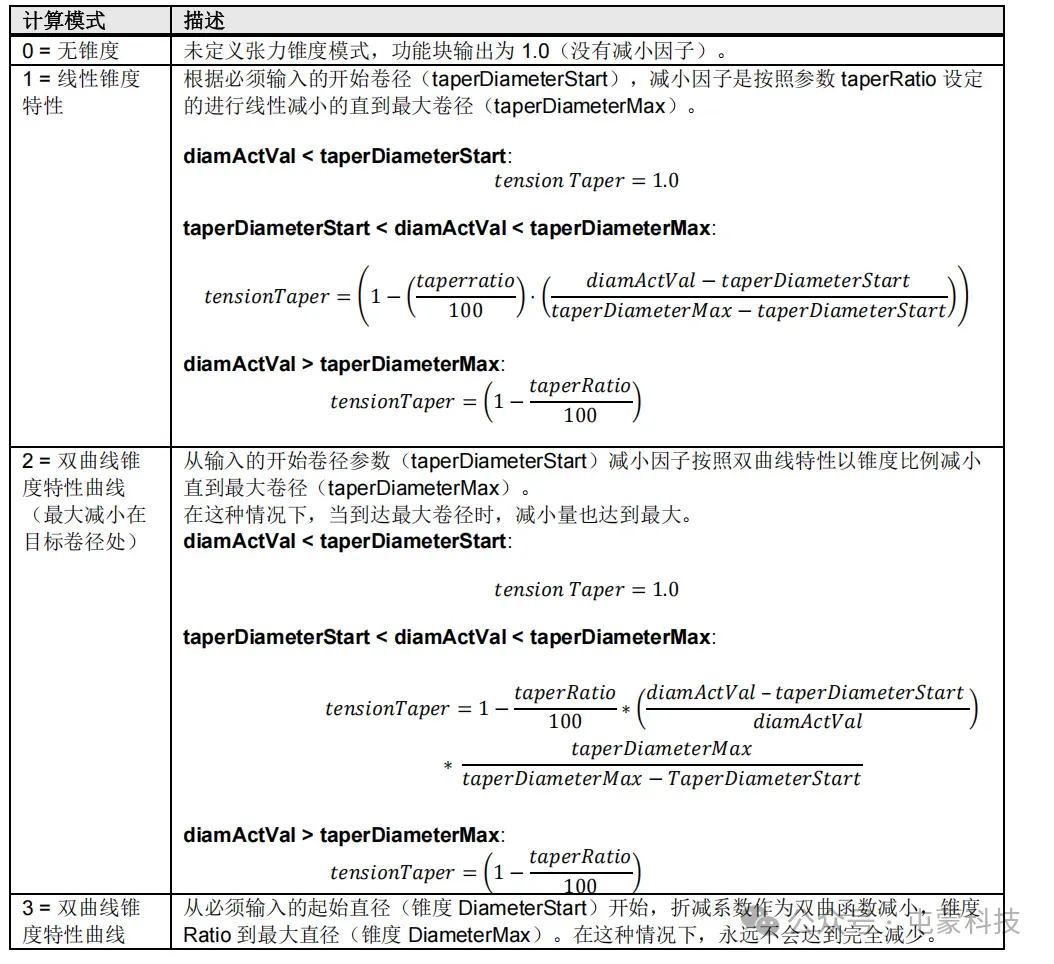
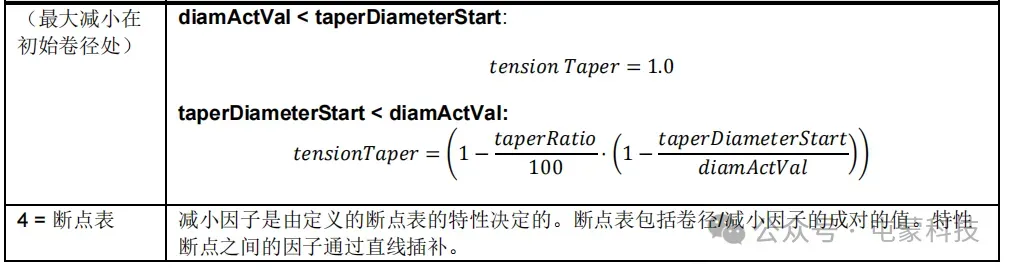
随着卷径的增加,收卷系统需要降低收卷的张力,此时需要张力锥度特性。5 中不同的方式可用于计算张力锥度特性:
无特性
线性特性-张力根据实际卷径线性化的减少
双曲线特性 1-张力根据一个双曲线函数/特性减小
双曲线特性 2--张力根据一个双曲线函数/特性减小
用点表插补的特性-可以输入 10 个点来定义特性
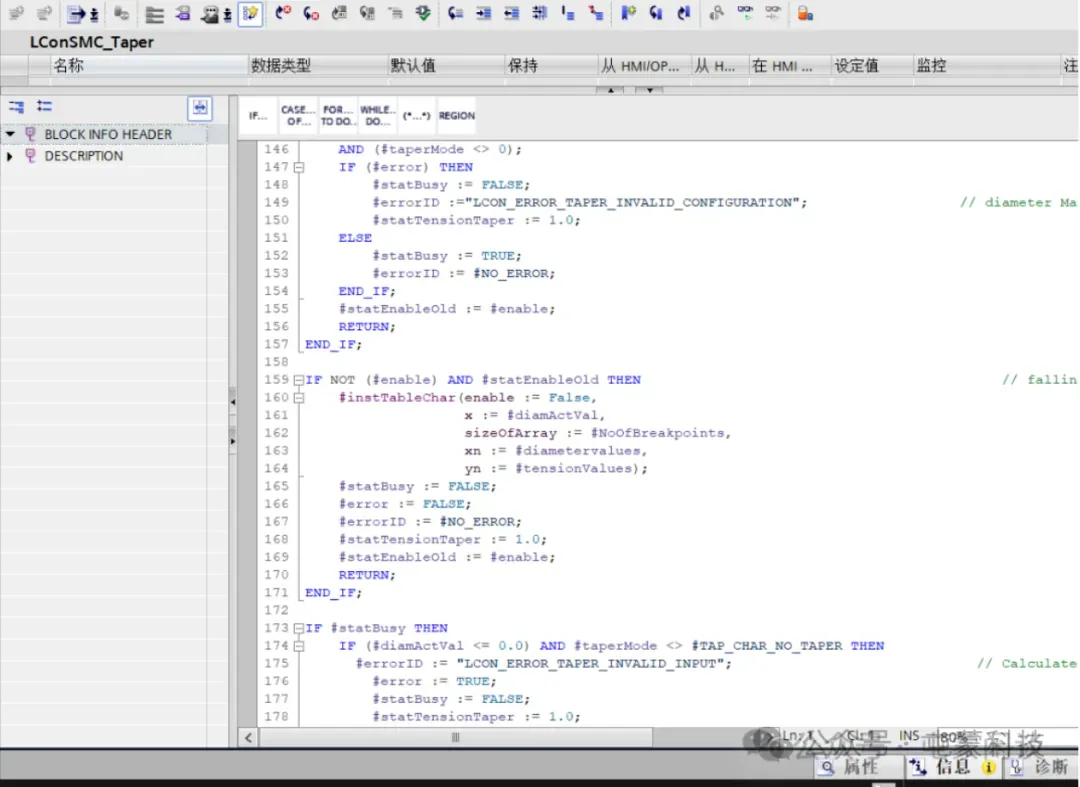
锥度程序块:
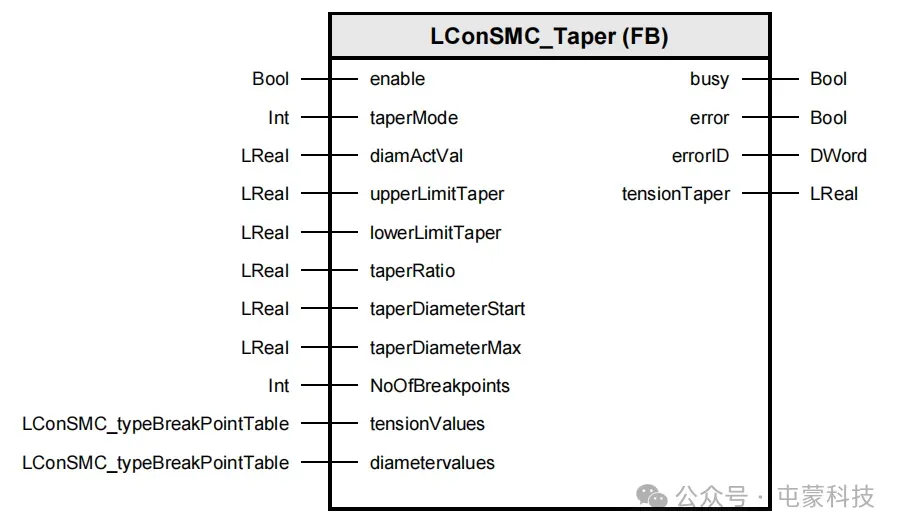
锥度的模式:
03
卷径计算
六种不同的计算方式可以用于计算圆形辊卷径:
·膜厚叠加:卷径通过叠加膜厚来计算
·膜长计算:卷径通过卷绕的膜长和膜厚进行计算
·v/n 计算:卷径通过材料的线速度和卷绕的转速比来计算
·v/n 积分:卷径通过材料长度和卷绕转速(积分)的比值计算
·s/位置:膜长位置和卷绕位置的比例计算
·外部卷径:卷径来自外部(传感器)
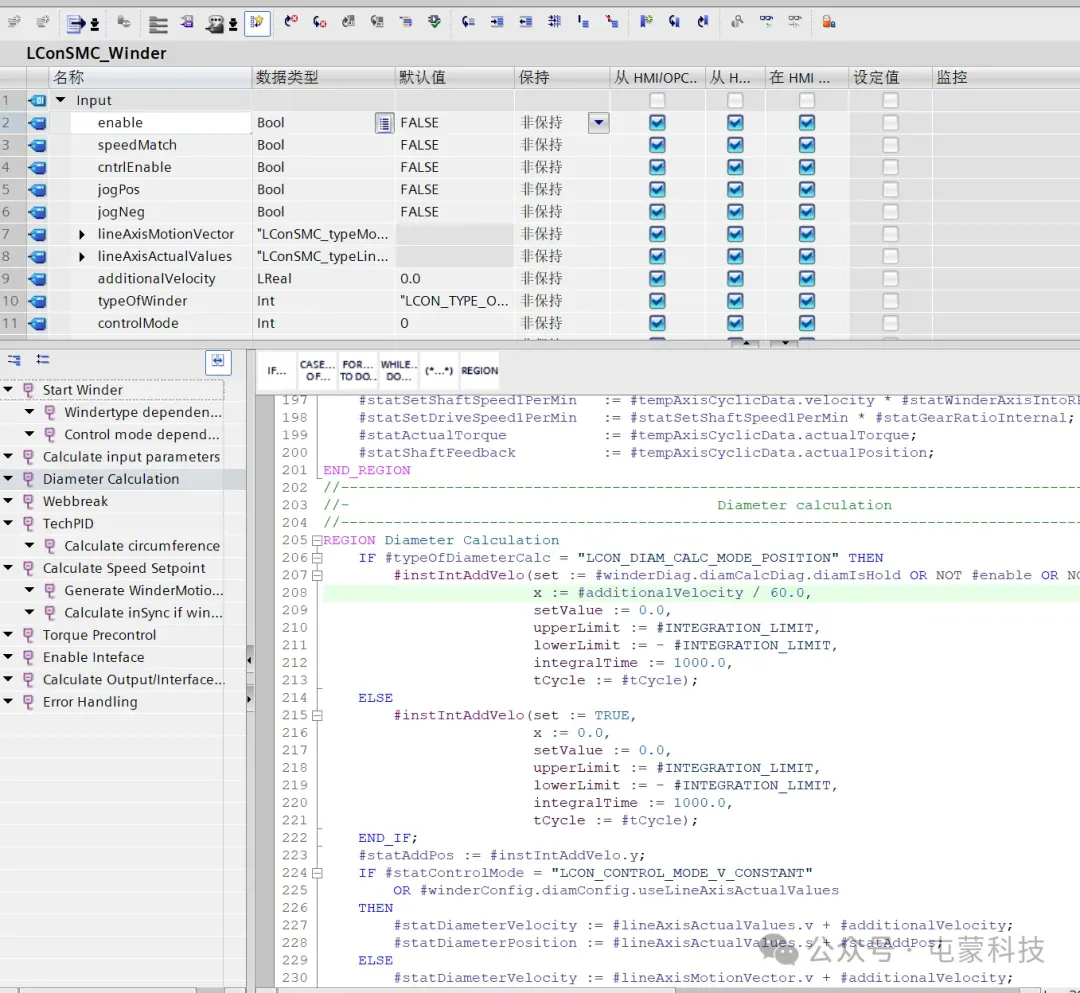
卷径程序块:
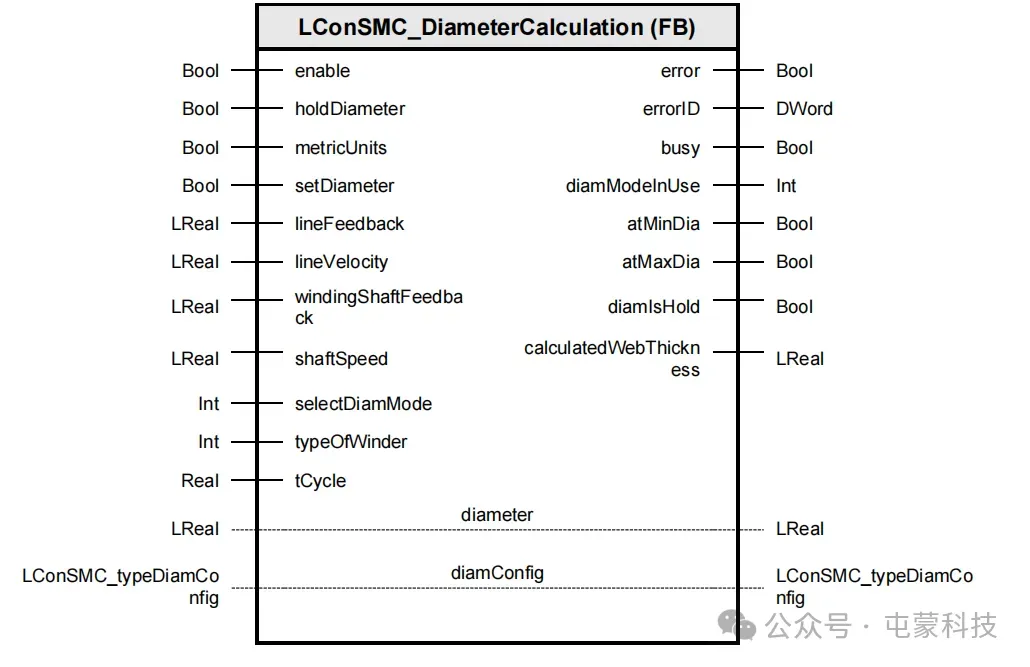
卷径的模式及理论设计:
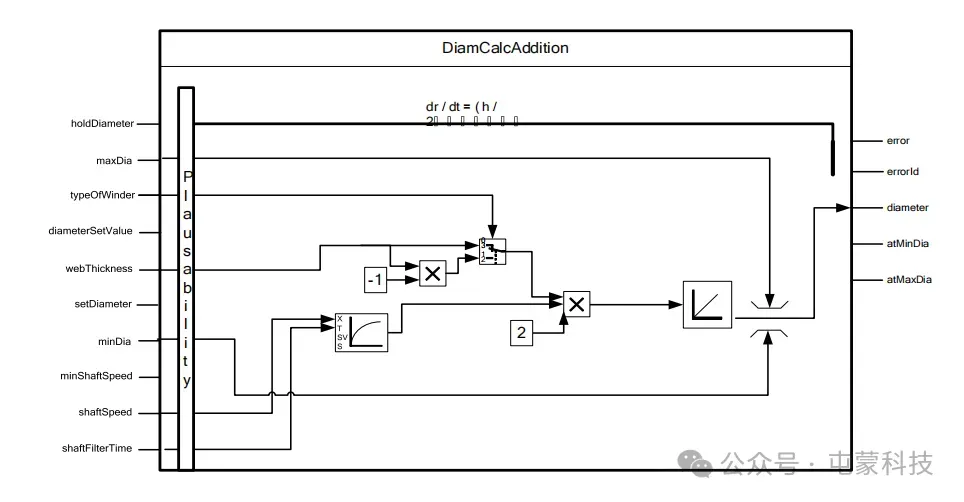
举例两个典型的:积分和膜厚叠加模式
膜厚叠加:
卷径计算根据输入值计算正在卷绕或放卷的实际卷径值(diameter):
膜厚 ——实际的膜(材料)的厚度
芯轴的轴速度(shaftSpeed)—— 卷绕轴的实际速度
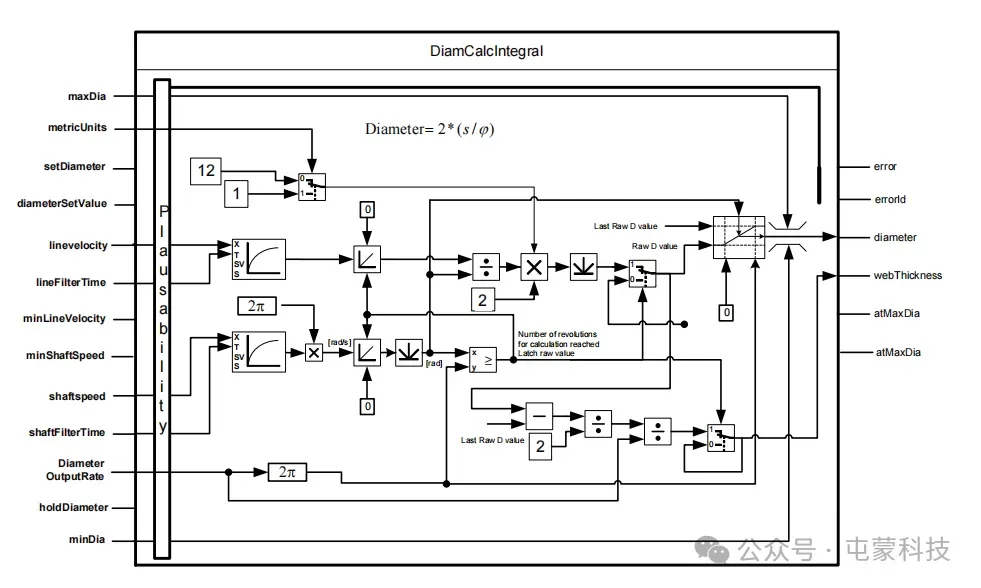
v/n 积分:
卷径计算根据输入值计算正在卷绕或放卷的实际卷径值(diameter):
膜速(lineVelocity)——膜速是设备的设定速度和移动材料的主驱动的速度。在特别的案例中,可以用转速表测量得到的膜速值用作实际值。
芯轴的轴速度(shaftSpeed)——卷绕轴的实际速度
实际的电机速度传递给辊轴(通过齿轮比)并用于卷径计算。
积分卷径计算也基于膜速除以角速度。然而, v 和 ω 的值是通过可以设定的measuringRevolutionCount 即辊分辨率进行积分。这样可以将个别值的影响最小化。
如下公式:
Diameter = 2 ⋅ s/𝜑
如果卷绕轴的转数达到参数 diameterOutputRate,积分被重置。卷绕轴转数达到特定值,一个积分器将给出材料长度的变化。从这两个值平均卷径将被计算。
04
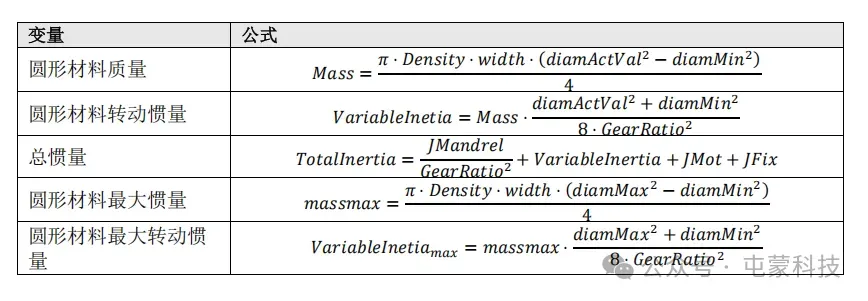
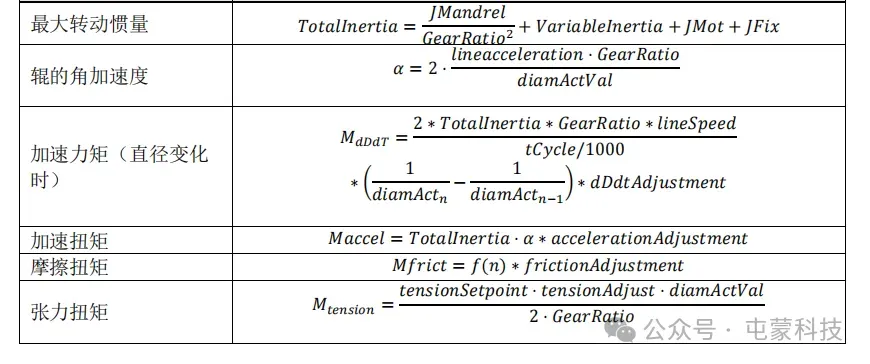
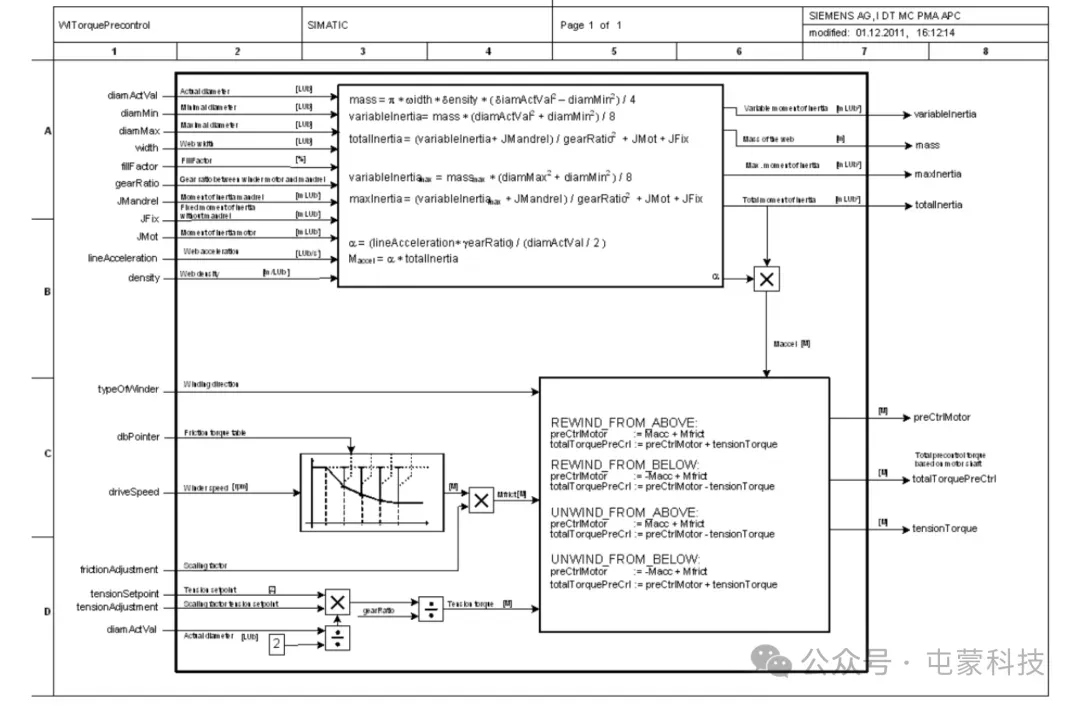
扭矩预控
扭矩预控程序块:
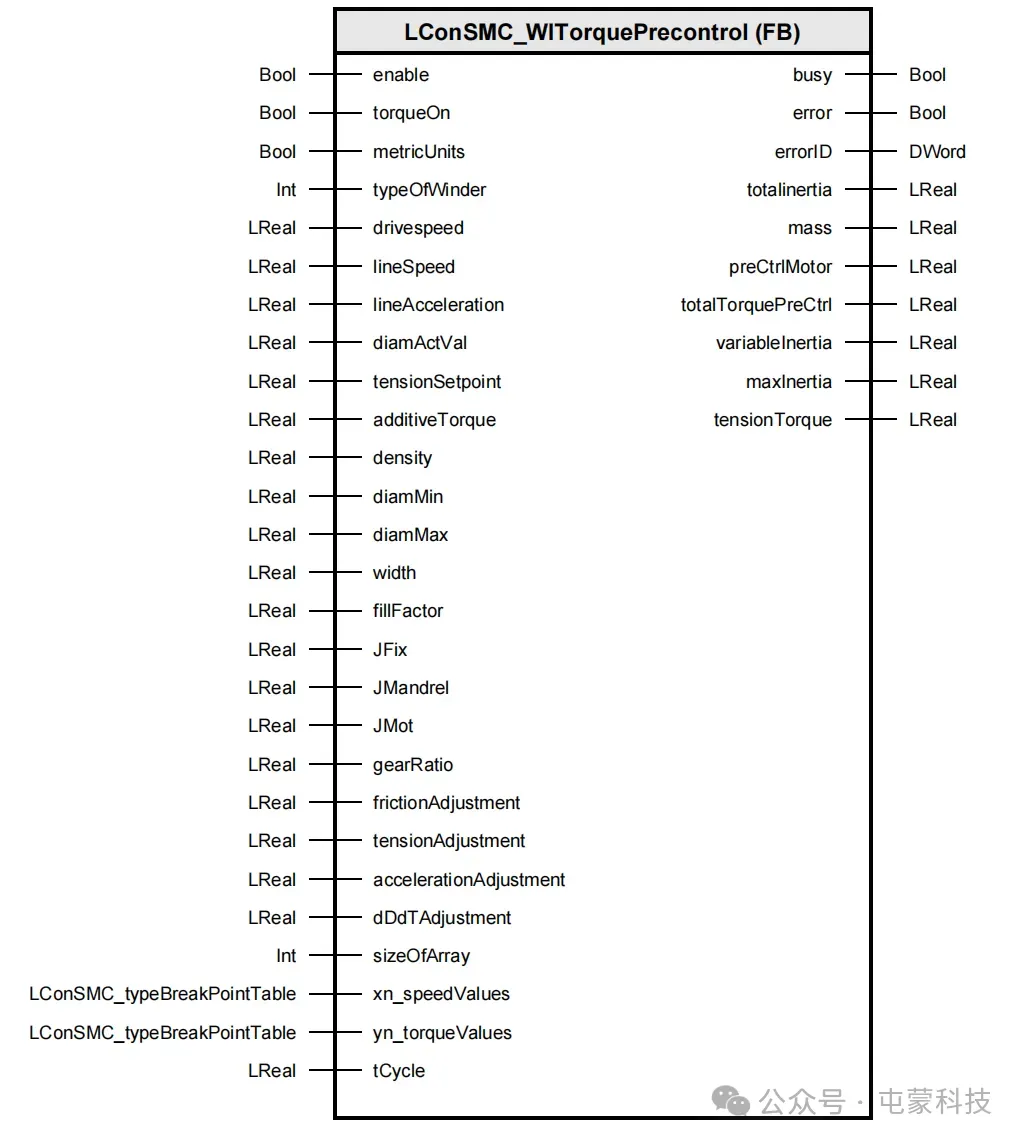
锥度的理论设计:

屯蒙交流社群请添加备注(加群)!谢谢!
“屯蒙小哥” 微信。(下面两个二维码任何一个均可,如已添加其中任何一个添加,请勿额外添加第二个,谢谢。)

屯蒙科技加入汇川技术星球,欢迎扫码关注~

公众号后台回复“西门子收放卷案例代码”即可获得源码链接!(按照下面视频方式操作!)
该回复为自动回复,如果没有得到链接,仔细检查是不是回复的关键字有问题!
资源来源于西门子工业技术支持网站,只做学习使用!
实际参与的基于《PLC标准化编程模板》和数字孪生MCD和落地项目
二次开发《Machine Template》之HMI自动生成画面



