对于UG车床编程,核心步骤是:进入加工环境、设置几何体与刀具、安排工序、设定切削参数,最后生成程序。工序选择遵循“先粗后精、先外后内”等原则。
🛠️ UG车床编程核心工序与操作类型
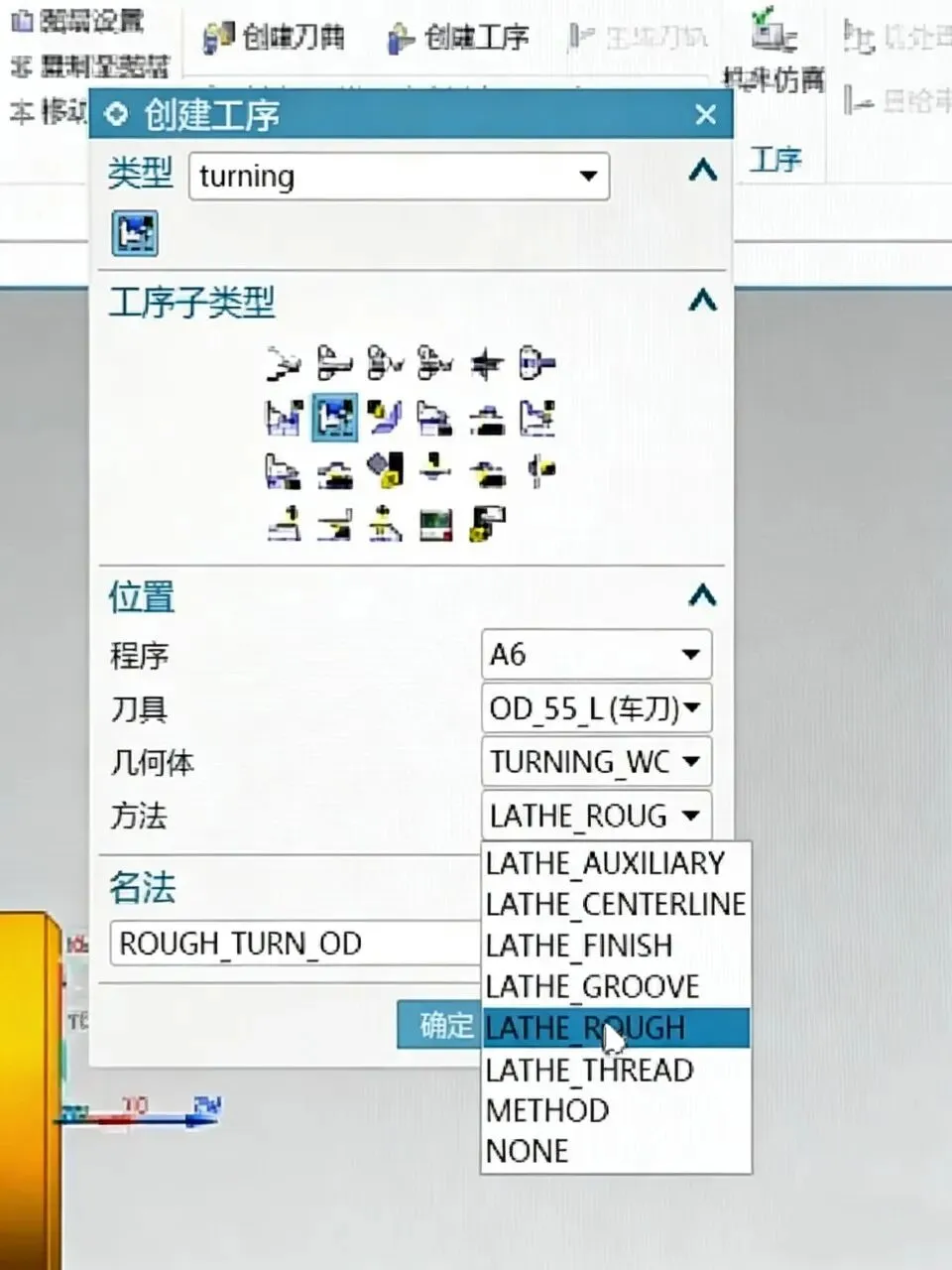
UG的车削加工模块提供了多种工序子类型,以应对不同的加工特征。主要工序类型及其典型应用如下:
外圆粗车
工序子类型:`ROUGH_TURN_OD`
主要用途:快速去除外圆大部分余量。例如使用`OD_80_L`刀具进行粗车。
关键参数:切削深度、进给速度。
外圆精车
工序子类型:`FINISH_TURN_OD`
主要用途:达到外圆最终尺寸与表面光洁度。例如使用`OD_55_L`刀具进行精车。
关键参数:精加工余量(常设为0)、更高的主轴转速。
端面车削
工序子类型:`FACING`
主要用途:加工零件端面。例如使用`OD_80_L_FACE`刀具车端面。
关键参数:切削区域、切削深度。
切槽加工
工序子类型:`GROOVE_OD`
主要用途:车削外圆上的退刀槽、密封槽等。例如使用`OD_GROOVE_L`刀具切槽。
关键参数:刀片宽度、切削深度。
螺纹车削
工序子类型:`THREAD_OD`
主要用途:车削外螺纹。例如使用`OD_THREAD_L`刀具车螺纹。
关键参数:螺距、螺纹深度。
内孔加工
工序子类型:`ROUGH_BORE_ID`(粗镗)、`FINISH_BORE_ID`(精镗)
主要用途:镗削内孔。例如使用`ID_80_L`粗镗、`ID_55_L`精镗。
关键参数:刀具方向、余量设置。
📝通用编程步骤与要点
无论进行哪种车削,通常都遵循以下流程:
1. 进入加工环境:启动加工模块,在初始化时选择车削(Turning) 配置。
2. 创建几何体:这是编程的基础,包括:
设置加工坐标系(MCS):通常将ZM轴设为主轴中心,原点设为编程零点。
指定部件(Part):选择你的零件模型。
指定毛坯(Blank):定义初始材料形状,如圆柱棒料。
3. 创建刀具:从刀具库选择或自定义车刀。需根据工序(粗车、精车、切槽、螺纹等)设置相应的刀片形状、刀尖半径、夹持器等参数。
4. 创建工序:选择对应的工序子类型(如上文所列),并关联之前创建的几何体和刀具。
5. 设置刀轨参数:这是操作的核心,包括:
切削策略:如单向切削、往复切削等。
切削区域:定义加工范围,可通过轴向和径向修剪平面来限制。
切削参数:设置余量(精加工余量通常设为零)、拐角处理等。
非切削移动:设置刀具的逼近、进刀、退刀、离开等安全运动轨迹,这对防止碰撞至关重要。
进给率和速度:设置主轴转速和切削进给。
6. 生成与检查:生成刀轨后,务必使用“3D动态”或“2D动态”进行模拟,检查有无过切、碰撞。
7. 后处理:刀轨无误后,通过后处理器生成特定机床能识别的G代码程序(.nc文件)。
🔧工艺编排建议
合理的工艺顺序是高效、高质量加工的关键,一般遵循以下原则:
先粗后精:先进行粗加工去除大余量,再进行精加工保证精度。
先主后次:先加工主要表面(如外圆、端面),后加工次要特征(如沟槽、螺纹)。
先近后远:对轴向尺寸要求高的零件,可考虑离刀具起点近的部位先加工,减少热变形和切削力影响。
内外有别:对于有内孔的零件,通常先加工外轮廓,再加工内孔,以便于使用外圆作为内孔加工的定位基准。
连续加工:对于复杂零件,可在UG中合理安排所有工序顺序,利用软件功能实现多工序连续编程与仿真,提高效率。
 10个月宝宝每天需要喝多少奶粉?
10个月宝宝每天需要喝多少奶粉?
