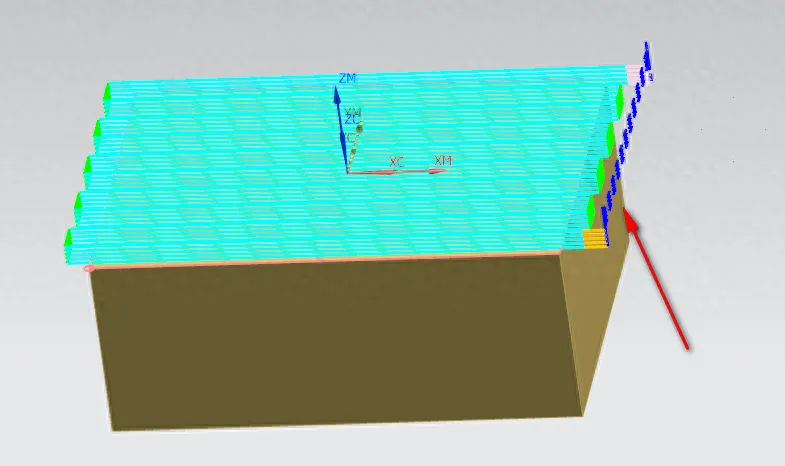
在三轴编程加工中,遇到工件顶部平面需要加工时,也就是常说的“刷面”。如上图所示。这个时候在加工的时候我们常规的刀路就是会有很多跳刀,这样会浪费一定的加工时间,那想要节省一定的加工时间,那么面铣开粗时如何做出往复不抬刀程序呢?下面面铣刀路(示例)跟大家分享一下方法。
解决方法:
1、打开创建好的【面铣】程序,进入【非切削移动】,如下图所示:
2、在【非切削移动】界面中,【封闭区域】-【进刀类型】-【与开放区域相同】,【开放区域】-【进刀类型】-【线性】-【50%】,【高度0】,【最小安全距离】设置成【无】,【转移/快速】-【区域内】-【转移类型】-【直接】,点击【确定】后生成刀轨。如下图所示:
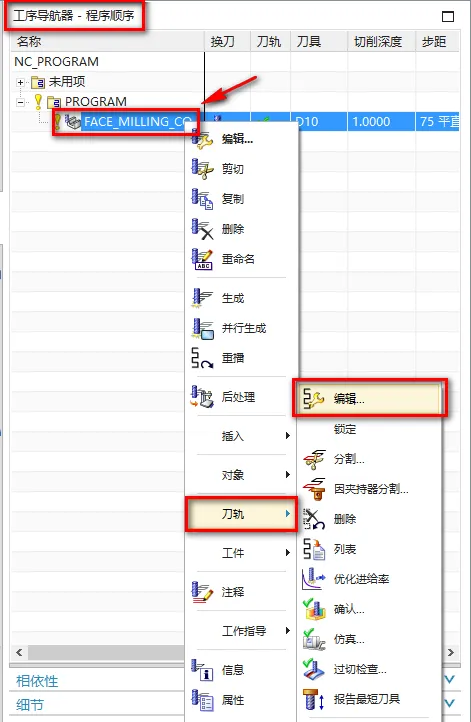
3、生成刀轨后,在【工序导航器-程序顺序】界面中,【鼠标右键点击箭头所指程序】-【刀轨】-【点击编辑】,进入【刀轨编辑器】如下图所示:
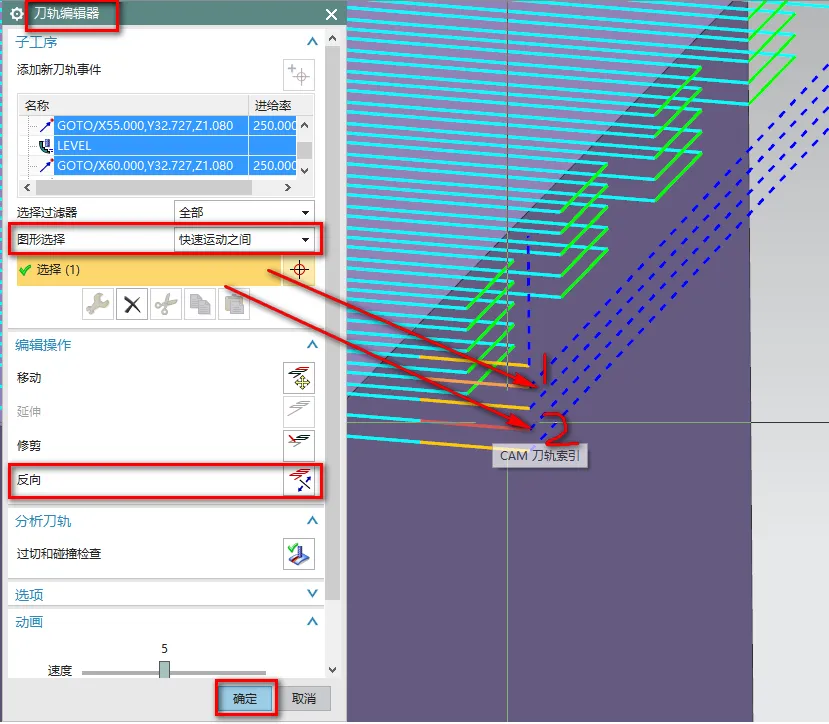
4、在【刀轨编辑器】中,【图形选择】-【快速运动之间】找到进刀线按照箭头顺序选择即可,如果有多层只需要从进刀线第二条开始选择然后隔一条选择一条即可。以上设置完成点击【反向
】这一步就是让刚刚选择的进刀变成退刀,从而让进退刀在同一侧实现往复加工,点击【确定】。如下图所示:
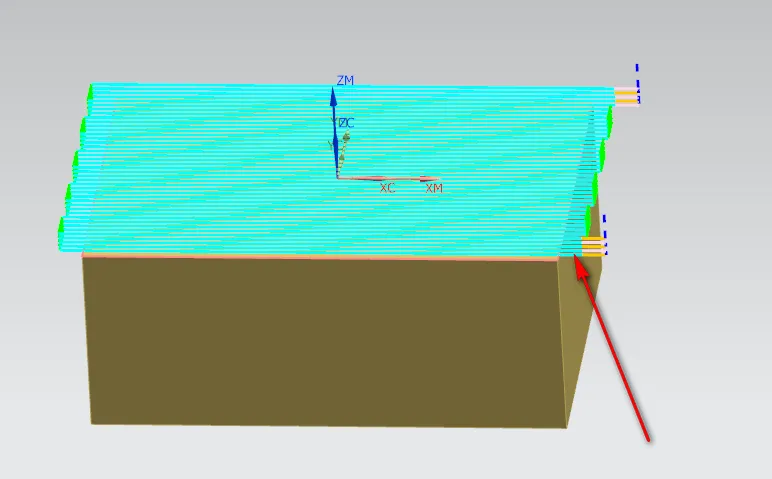
5、以上参数设置完成后,就可以做出【面铣开粗往复不抬刀】的程序。如下图所示
声明:本文所用视频、图片、文字如涉及作品版权问题,请第一时间告知,我们将立即删除内容!