💡 数控人必看!整圆加工是铣削/车削的基础操作,却藏着不少“易踩坑点”——比如整圆用R指令为何总过切?刀具半径补偿怎么加才对?今天用实战代码+图形拆解,带你吃透整圆编程的核心逻辑!
先看整体流程:从快速定位到程序结束
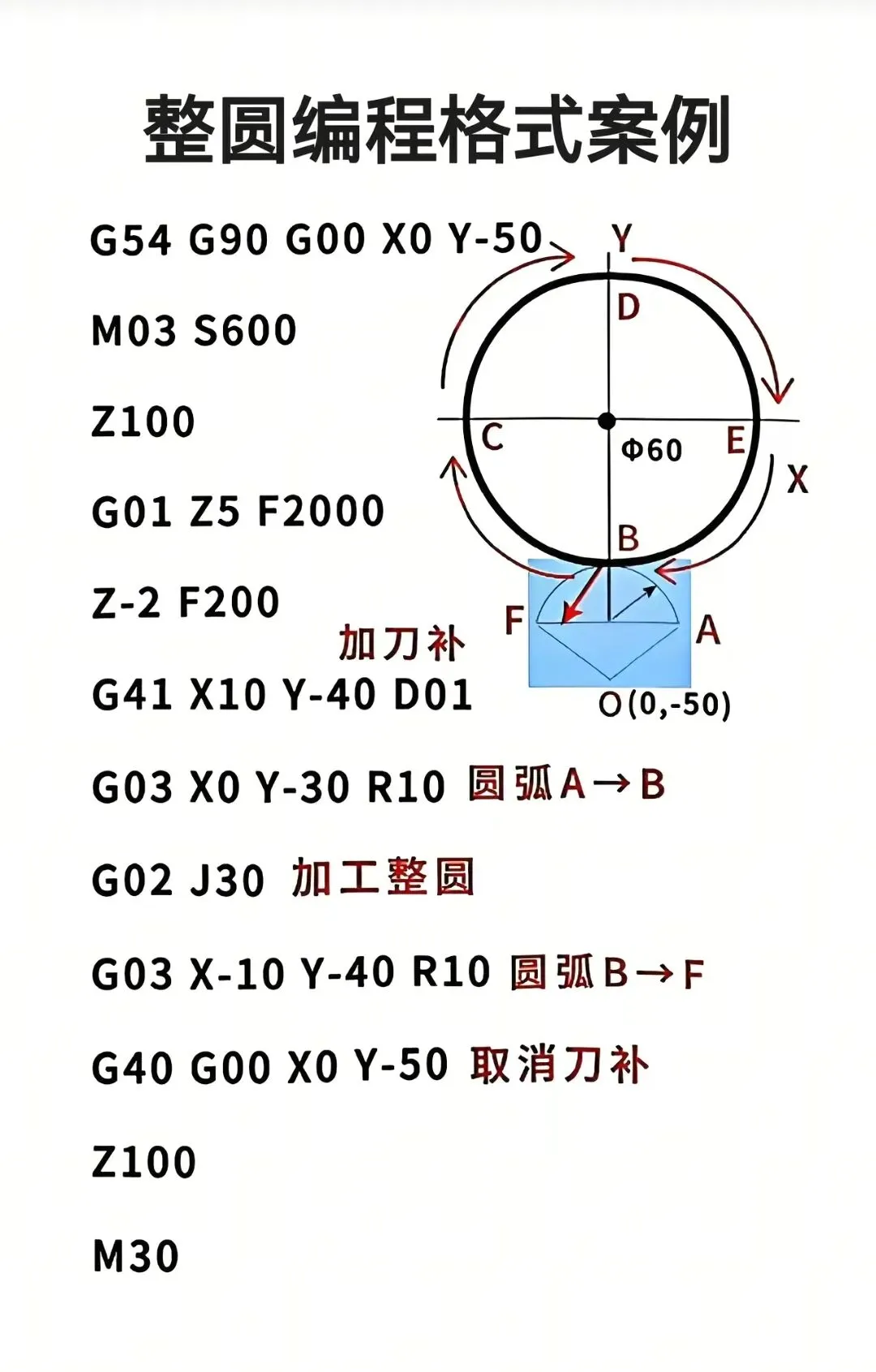
把代码拆解为「动作→目的」,结合右侧图形理解更直观👇
G54 G90 G00 X0 Y-50 // ① 快速定位到下刀准备点
M03 S600 // ② 启动主轴,正转600转
Z100 // ③ Z轴抬至安全高度
G01 Z5 F2000 // ④ 直线插补,Z轴快速接近工件(离工件5mm)
Z-2 F200 // ⑤ 切削进给,Z轴下到加工深度(-2mm)
G41 X10 Y-40 D01 // ⑥ 加左刀具半径补偿,走到切削起点A附近
G03 X0 Y-30 R10 // ⑦ 逆时针圆弧插补,从A到B(小圆弧过渡)
G02 J30 // ⑧ 顺时针整圆加工(核心!用I/J替代R)
G03 X-10 Y-40 R10 // ⑨ 逆时针圆弧插补,从B到F(另一段过渡)
G40 G00 X0 Y-50 // ⑩ 取消刀补,快速回安全点
Z100 // ⑪ Z轴抬回安全高度
M30 // ⑫ 程序结束
解析:每段指令“在干啥”?
1. 坐标系与快速定位:
"G54 G90 G00 X0 Y-50"
-
"G54":调用工件坐标系(机床出厂预设,对应夹具零点,避免每次对刀重复输入坐标)。
-
"G90":绝对编程(所有坐标值以工件原点为基准,消除增量编程的累积误差)。
-
"G00 X0 Y-50":快速定位到(X0,Y-50),这是下刀前的“安全过渡点”,防止刀具直接碰撞工件。
2. 主轴与Z轴运动:
"M03 S600 / Z100 / G01 Z5 F2000 / Z-2 F200"
-
"M03 S600":主轴正转(S后跟转速,单位转/分钟),铣削外圆时默认正转。
-
"Z100":Z轴快速抬至100mm高度(远离工件的安全位,防止后续碰撞)。
-
"G01 Z5 F2000":直线插补到Z=5mm(F2000是进给速度,单位mm/min,快速接近工件但不切削)。
-
"Z-2 F200":切削进给到Z=-2mm(F200降低进给速度,保证切削表面质量,此为加工深度)。
3. 刀具半径补偿:
"G41 X10 Y-40 D01"(新手必学核心!)
-
"G41":左刀具半径补偿(想象自己是刀具,沿进给方向看,刀具位于工件左侧;加工外圆用G41,加工内孔则用G42)。
-
"X10 Y-40":刀具快速移动到切削起点附近(避开工件边缘,防止直接切入导致振动)。
-
"D01":调用刀具补偿号D01(D01存储刀具实际半径值,如φ10刀具则D01=10)。
👉 为什么必须加刀补?
若不加刀补,编程按“理想工件轮廓”运行,但刀具本身有半径,会导致尺寸偏差(比如想铣φ60的圆,无刀补会变成φ60-2r,r为刀半径)!
4. 圆弧插补:
"G03 / G02"(整圆的灵魂规则!)
圆弧插补分逆时针G03、顺时针G02,需指定圆心位置或半径R。
- 小圆弧过渡:
"G03 X0 Y-30 R10"从当前点(A点,X10,Y-40附近)到B点(X0,Y-30),逆时针走R10的小圆弧(R为圆弧半径)。
- 整圆加工:
"G02 J30"👉 核心禁忌!整圆禁用R指令——R要求“起点≠终点”,但整圆起点和终点重合,R的正负会导致歧义(如R30和R-30可能都“合法”,但实际要整圆)。因此用I/J(圆心相对于起点的X/Y增量):
"G02 J30"表示“圆心在起点的Y轴正方向30mm处”(结合图形,工件圆心为(0,0),B点坐标可推导,J30对应圆心的Y偏移)。
- 另一段小圆弧:
"G03 X-10 Y-40 R10"从B点(X0,Y-30)逆时针到F点(X-10,Y-40),同样用R10的小圆弧过渡。
5. 取消刀补与收尾:
"G40 G00 X0 Y-50 / Z100 / M30"
-
"G40 G00 X0 Y-50":取消刀具半径补偿,刀具快速回到初始安全点(X0,Y-50)。
-
"Z100":Z轴抬回安全高度,防止换刀/换工件时碰撞。
-
"M30":程序结束,机床复位,准备下一次加工。
避坑指南:整圆编程3大误区
1. 整圆盲目用R指令:R在整圆时会因“起点终点重合”引发过切/欠切,必须用I/J(圆心相对坐标)精准定义圆心。
2. 刀补方向搞反:G41是左补偿,G42是右补偿!加工外圆时,刀具需在工件左侧(G41);加工内孔时,刀具需在工件右侧(G42),搞反会导致尺寸超差甚至撞刀。
3. 进给速度一刀切:快速进给(G00)用F2000,切削进给(G01/G02/G03)用F200,新手常犯“全程F相同”的错误,导致切削震刀或效率低下。
整圆编程的核心逻辑
- 坐标系与安全:G54设工件坐标,G90绝对编程,G00快速定位保安全。
- 刀补是灵魂:G41/G42加补偿保轮廓尺寸,G40及时取消防干扰。
- 圆弧有讲究:小圆弧用R,整圆必须用I/J(圆心相对坐标)。
- 进给分场景:快速进给走空行程,切削进给走加工段。
🔥 实操建议:找小铝块,用案例代码实际加工,感受刀补、圆弧插补的效果。遇问题先查刀补是否开启、圆心坐标是否正确~
关注我,下期解锁车削整圆编程(G02/G03在车床的应用),教你车外圆、车端面圆弧的技巧!